 Following a few losses to Hungary and a tie to United States, Prokopenko resigned and the final season game that year for the national crew was led by his assistants Mykola Pavlov and Leonid Tkachenko. Spain has the advantage in head-to-head competitors with 16 wins, thirteen losses and 7 attracts, although France has gotten extra worldwide glories than Spain. Renfe supplied a variety of commitments meant to handle these considerations, which the European Commission made legally binding in January 2024 below the EU’s competition rules. Austria and Switzerland routinely certified as hosts; the remaining 14 groups had been decided by a qualifying tournament, played between August 2006 and November 2007. As European champions, Spain earned the right to compete within the 2009 FIFA Confederations Cup in South Africa. Their previous two European Cup finals in 1974 and 2014 both ended in defeats, to Bayern Munich and Real Madrid respectively. The stadium was originally scheduled to stage its second Champions League ultimate between Paris Saint-Germain and Bayern Munich on 30 Could 2020, but following the COVID-19 pandemic in Europe the match was postponed and later rescheduled to August at the Estádio da Luz in Lisbon, Portugal behind closed doors; the stadium was then set to hold the 2021 last between Manchester Metropolis and Chelsea as a substitute, but the match was as soon as again moved to Portugal, this time on the Estádio do Dragão in Porto.
Following a few losses to Hungary and a tie to United States, Prokopenko resigned and the final season game that year for the national crew was led by his assistants Mykola Pavlov and Leonid Tkachenko. Spain has the advantage in head-to-head competitors with 16 wins, thirteen losses and 7 attracts, although France has gotten extra worldwide glories than Spain. Renfe supplied a variety of commitments meant to handle these considerations, which the European Commission made legally binding in January 2024 below the EU’s competition rules. Austria and Switzerland routinely certified as hosts; the remaining 14 groups had been decided by a qualifying tournament, played between August 2006 and November 2007. As European champions, Spain earned the right to compete within the 2009 FIFA Confederations Cup in South Africa. Their previous two European Cup finals in 1974 and 2014 both ended in defeats, to Bayern Munich and Real Madrid respectively. The stadium was originally scheduled to stage its second Champions League ultimate between Paris Saint-Germain and Bayern Munich on 30 Could 2020, but following the COVID-19 pandemic in Europe the match was postponed and later rescheduled to August at the Estádio da Luz in Lisbon, Portugal behind closed doors; the stadium was then set to hold the 2021 last between Manchester Metropolis and Chelsea as a substitute, but the match was as soon as again moved to Portugal, this time on the Estádio do Dragão in Porto.
 Thus, the town and the venue will host the event for the second time after 50 years. Aritz Aduriz (35 years and 274 days) vs. Lamine Yamal (16 years and 57 days) vs. Jesús Navas (38 years and 116 days) vs. Spain would not reach the ultimate again till 2008, where they might defeat Germany 1-0. 4 years later, Spain earned back-to-again titles, comprehensively defeating Italy 4-zero in the final in Kyiv. Spain would reach the final twenty years later in 1984, where they’d lose the final to France. In the following campaign, La Roja would again reach the final thanks to another win against Italy. The next desk shows the mintage amount for all Cypriot euro coins, per denomination, per yr. The next gamers were referred to as up for friendlies against Colombia and Brazil on 22 and 26 March 2024, respectively. Caps and goals up to date as of 26 March 2024, after the match towards Brazil. David Villa holds the title of Spain’s highest goalscorer, scoring fifty nine targets from 2005 to 2017, throughout which time he played for Spain on 98 events.
Thus, the town and the venue will host the event for the second time after 50 years. Aritz Aduriz (35 years and 274 days) vs. Lamine Yamal (16 years and 57 days) vs. Jesús Navas (38 years and 116 days) vs. Spain would not reach the ultimate again till 2008, where they might defeat Germany 1-0. 4 years later, Spain earned back-to-again titles, comprehensively defeating Italy 4-zero in the final in Kyiv. Spain would reach the final twenty years later in 1984, where they’d lose the final to France. In the following campaign, La Roja would again reach the final thanks to another win against Italy. The next desk shows the mintage amount for all Cypriot euro coins, per denomination, per yr. The next gamers were referred to as up for friendlies against Colombia and Brazil on 22 and 26 March 2024, respectively. Caps and goals up to date as of 26 March 2024, after the match towards Brazil. David Villa holds the title of Spain’s highest goalscorer, scoring fifty nine targets from 2005 to 2017, throughout which time he played for Spain on 98 events.
Chacho (6 goals) vs. The main part of the Nationwide Compromise consisted of the request for 4 decide-outs: Union citizenship, Frequent Safety and Defence, Justice and Residence Affairs and participation in the last section of the European Financial Union. The national workforce uses blue as the home colours and white as their second colours; their crest options stylized imagery of Iceland’s 4 landvættir (guardian spirits) in native folklore: a large, a dragon, a bull, and an eagle. The winner of each group will qualify for the World Cup, while the second-positioned groups will advance to the play-offs, along with the four finest-ranked group winners from the 2024-25 UEFA Nations League which completed exterior the highest two of their qualifying group. Spain has 4 primary rivalries with different high footballing nations. The group that finished atop the common-season table is now assured of a Europa League place in the event that they fail to complete in a Champions League qualifying spot (currently top two places). The draw for the league part came about on 2 Could 2023, 13:00 CEST, on the Home of European Football in Nyon, Switzerland.
 Portugal lost their first matches, with their first draw (2-2) solely coming in 1926. Portugal’s first win got here a lot later (4-1) in 1947. Each belong to the strongest soccer nations of the world, and have met a complete of 39 times (of which 9 matches have been competitive) which resulted in 16 victories for Spain, 17 draws and 6 victories for Portugal. It started on 18 December 1921, when Portugal lost 3-1 to Spain at Madrid in their first ever international friendly sport. Spain and France have met a total of 36 times, began with a 4-zero triumph for Spain in a pleasant in Bordeaux on 30 April 1922, though their first aggressive meeting came in the UEFA Euro 1984 ultimate, which France received to take over its first main worldwide honours. Germany and Spain have faced each other 26 times, started with a 2-1 friendly victory for Spain on 12 Could 1935 in Cologne.
Portugal lost their first matches, with their first draw (2-2) solely coming in 1926. Portugal’s first win got here a lot later (4-1) in 1947. Each belong to the strongest soccer nations of the world, and have met a complete of 39 times (of which 9 matches have been competitive) which resulted in 16 victories for Spain, 17 draws and 6 victories for Portugal. It started on 18 December 1921, when Portugal lost 3-1 to Spain at Madrid in their first ever international friendly sport. Spain and France have met a total of 36 times, began with a 4-zero triumph for Spain in a pleasant in Bordeaux on 30 April 1922, though their first aggressive meeting came in the UEFA Euro 1984 ultimate, which France received to take over its first main worldwide honours. Germany and Spain have faced each other 26 times, started with a 2-1 friendly victory for Spain on 12 Could 1935 in Cologne.
 The group that scored more targets on aggregate over the two legs remained in League C, while the loser was relegated to League D. If the aggregate score was level, additional time was played without the away objectives rule. Defeats in Switzerland and Romania led Greenwood to consider resignation, but a victory over Hungary convinced him to remain. The draw happened on 27 January 2006 in Montreux, Switzerland. On 16 April they held Iraq to a 1-1 draw in entrance of 50,000 spectators. They beat Uzbekistan 1-zero at residence on 16 July, then drew 1-1 away in Turkmenistan on 14 September, in Kyrgyzstan on 26 September and Uzbekistan on 14 October. Due to the Belarusian country’s involvement within the Russian invasion of Ukraine, Belarus are required to play their dwelling matches at neutral venues and behind closed doors till further notice. Also, in one other major change, for the first time in a European Championship, only two venues (St. Jakob-Park, Basel and Ernst-Happel-Stadion, Vienna-the two largest of the eight stadiums used) were used for the seven matches within the knockout part of the tournament. For the reason that last redevelopment to Hampden was accomplished in 1999, Scotland have performed most of their aggressive matches there.
The group that scored more targets on aggregate over the two legs remained in League C, while the loser was relegated to League D. If the aggregate score was level, additional time was played without the away objectives rule. Defeats in Switzerland and Romania led Greenwood to consider resignation, but a victory over Hungary convinced him to remain. The draw happened on 27 January 2006 in Montreux, Switzerland. On 16 April they held Iraq to a 1-1 draw in entrance of 50,000 spectators. They beat Uzbekistan 1-zero at residence on 16 July, then drew 1-1 away in Turkmenistan on 14 September, in Kyrgyzstan on 26 September and Uzbekistan on 14 October. Due to the Belarusian country’s involvement within the Russian invasion of Ukraine, Belarus are required to play their dwelling matches at neutral venues and behind closed doors till further notice. Also, in one other major change, for the first time in a European Championship, only two venues (St. Jakob-Park, Basel and Ernst-Happel-Stadion, Vienna-the two largest of the eight stadiums used) were used for the seven matches within the knockout part of the tournament. For the reason that last redevelopment to Hampden was accomplished in 1999, Scotland have performed most of their aggressive matches there. Aimed at visitors to the town, there can be a three-day ticket which allows unlimited travel within town for three days, as well as giving reduced admission costs at chosen sights. To encourage mountaineering in Scotland in winter in addition to summer season; to function a bond of union amongst all lovers of mountain climbing; to create services for exploring the much less known elements of the country; to gather numerous varieties of knowledge, particularly as regards routes, distances, technique of access, time occupied in ascents, character of rocks, extent of snow in winter, and many others., and normally to promote all the pieces that can conduce to the convenience of those that take a pleasure in mountains and mountain surroundings. It’s operated by the Graz Linien division of Holding Graz, the town owned utility firm who also function the town’s bus community and the Schlossbergbahn funicular railway. The Graz tramway community is a community of tramways forming an necessary part of the public transport system in Graz, which is both the capital city of the federal state of Styria, Austria, and the second largest metropolis in Austria.
Aimed at visitors to the town, there can be a three-day ticket which allows unlimited travel within town for three days, as well as giving reduced admission costs at chosen sights. To encourage mountaineering in Scotland in winter in addition to summer season; to function a bond of union amongst all lovers of mountain climbing; to create services for exploring the much less known elements of the country; to gather numerous varieties of knowledge, particularly as regards routes, distances, technique of access, time occupied in ascents, character of rocks, extent of snow in winter, and many others., and normally to promote all the pieces that can conduce to the convenience of those that take a pleasure in mountains and mountain surroundings. It’s operated by the Graz Linien division of Holding Graz, the town owned utility firm who also function the town’s bus community and the Schlossbergbahn funicular railway. The Graz tramway community is a community of tramways forming an necessary part of the public transport system in Graz, which is both the capital city of the federal state of Styria, Austria, and the second largest metropolis in Austria. The Tramway Museum Graz, on the terminus of line 1 in Mariatrost, portugal euro shirt (
The Tramway Museum Graz, on the terminus of line 1 in Mariatrost, portugal euro shirt (



 On 18 November 2006 Azerbaijan performed its first game against Romania in town of Mogosoaia for the 2009 Euro qualifiers with a team led by Shamil Haydarov and captained by Kifayat Osmanova, dropping 4-1 with its first aim scored by Svetlana Milyukhina, they played two matches later, during which they received towards Estonia and lost in opposition to Bulgaria, they ended up eliminated from the tournament with 3 points. Sweden certified impressively for this tournament, profitable all video games except the away sport against England (0-0) and conceding only one purpose. The most recent exception to this rule was in 2014, when Hampden was briefly converted into an athletics stadium for the 2014 Commonwealth Games. Through the early 2000s, Australia started harmonising Australian Design Rule certification for new motorized vehicle emissions with Euro classes. Zero euro” banknote creator Richard FAILLE strikes once more!”. International Euro sponsors can come from any country and have together unique worldwide sponsorship rights for a UEFA European Football Championship. They completed third at the 2002 UEFA European Below-17 Championship in Denmark.
On 18 November 2006 Azerbaijan performed its first game against Romania in town of Mogosoaia for the 2009 Euro qualifiers with a team led by Shamil Haydarov and captained by Kifayat Osmanova, dropping 4-1 with its first aim scored by Svetlana Milyukhina, they played two matches later, during which they received towards Estonia and lost in opposition to Bulgaria, they ended up eliminated from the tournament with 3 points. Sweden certified impressively for this tournament, profitable all video games except the away sport against England (0-0) and conceding only one purpose. The most recent exception to this rule was in 2014, when Hampden was briefly converted into an athletics stadium for the 2014 Commonwealth Games. Through the early 2000s, Australia started harmonising Australian Design Rule certification for new motorized vehicle emissions with Euro classes. Zero euro” banknote creator Richard FAILLE strikes once more!”. International Euro sponsors can come from any country and have together unique worldwide sponsorship rights for a UEFA European Football Championship. They completed third at the 2002 UEFA European Below-17 Championship in Denmark.
 Because the Forex Snake entered into drive during the accession process of Denmark, United Kingdom and Ireland, these three currencies entered the system 1 May 1972. Shortly after, the Danish Crown came beneath speculative attacks and was compelled to abandon the system but the joined again a couple of months later. Former Federal Reserve Chairman Alan Greenspan gave his opinion in September 2007 that it was “absolutely conceivable that the euro will substitute the US dollar as reserve foreign money, or will probably be traded as an equally vital reserve forex”. On 28 Could 2010, France was officially chosen to prepare the Euro 2016. Martine Aubry, who succeeded Pierre Mauroy at the top of LCMU and an enormous supporter of LOSC and the Grand Stade, expressed her wish to see the Grand Stade given a distinguished amount of competition for the upcoming competitors. Traditionally, those in Northern Eire who identify as Irish, predominantly Catholics and nationalists, help the Republic of Eire workforce. Early in the race, whereas running in sixth place, he held off for a number of laps a challenge by Jenson Button, who wanted to complete well to clinch the world championship. The race on Sunday was delayed multiple times as a result of torrential rain and was abandoned after two laps behind the security car.
Because the Forex Snake entered into drive during the accession process of Denmark, United Kingdom and Ireland, these three currencies entered the system 1 May 1972. Shortly after, the Danish Crown came beneath speculative attacks and was compelled to abandon the system but the joined again a couple of months later. Former Federal Reserve Chairman Alan Greenspan gave his opinion in September 2007 that it was “absolutely conceivable that the euro will substitute the US dollar as reserve foreign money, or will probably be traded as an equally vital reserve forex”. On 28 Could 2010, France was officially chosen to prepare the Euro 2016. Martine Aubry, who succeeded Pierre Mauroy at the top of LCMU and an enormous supporter of LOSC and the Grand Stade, expressed her wish to see the Grand Stade given a distinguished amount of competition for the upcoming competitors. Traditionally, those in Northern Eire who identify as Irish, predominantly Catholics and nationalists, help the Republic of Eire workforce. Early in the race, whereas running in sixth place, he held off for a number of laps a challenge by Jenson Button, who wanted to complete well to clinch the world championship. The race on Sunday was delayed multiple times as a result of torrential rain and was abandoned after two laps behind the security car.
 These away targets meant that United travelled to the Estádio do Dragão in Porto needing a win or a score-draw of 2-2 or larger to stay in the competitors. Switzerland’s prime goalscorer through the qualifying interval was Xherdan Shaqiri, with four objectives. Switzerland, as a result of draw, completed second in the group to arrange a tie towards Poland in the spherical of sixteen; initially the Swiss conceded however managed to discover a late equalizer from Xherdan Shaqiri, who scored a bicycle-kick to send the sport into additional-time, however the Swiss had been knocked out as Granit Xhaka had missed the second penalty during the penalty shootout, as all other gamers managed to convert their penalties, with Poland successful 5-four on penalties to undergo and knock out the Swiss. In the first sport, Switzerland gained 1-zero over Albania, with the one objective being scored by Fabian Schär within the 5th minute of the game. They advanced to the spherical of sixteen with a 3-zero win over Honduras, with a hat-trick from Xherdan Shaqiri. Switzerland’s hopes of qualifying have been restored with a 3-1 win over Bulgaria, with a hat-trick from Xherdan Shaqiri.
These away targets meant that United travelled to the Estádio do Dragão in Porto needing a win or a score-draw of 2-2 or larger to stay in the competitors. Switzerland’s prime goalscorer through the qualifying interval was Xherdan Shaqiri, with four objectives. Switzerland, as a result of draw, completed second in the group to arrange a tie towards Poland in the spherical of sixteen; initially the Swiss conceded however managed to discover a late equalizer from Xherdan Shaqiri, who scored a bicycle-kick to send the sport into additional-time, however the Swiss had been knocked out as Granit Xhaka had missed the second penalty during the penalty shootout, as all other gamers managed to convert their penalties, with Poland successful 5-four on penalties to undergo and knock out the Swiss. In the first sport, Switzerland gained 1-zero over Albania, with the one objective being scored by Fabian Schär within the 5th minute of the game. They advanced to the spherical of sixteen with a 3-zero win over Honduras, with a hat-trick from Xherdan Shaqiri. Switzerland’s hopes of qualifying have been restored with a 3-1 win over Bulgaria, with a hat-trick from Xherdan Shaqiri.
 In FIA F3 he completed 2nd within the championship, with 9 podiums including seven wins. 17 December 1994) is a Swiss-born Italian professional racing driver who at the moment competes in the FIA World Endurance Championship and the GT World Problem Europe Endurance Cup for BMW M Team WRT. Continuing into a third season of the Endurance and Dash series at AKKA ASP, Marciello can be partnered by Vincent Abril in each championships, with the pair being joined by Michael Meadows for the endurance rounds. His highlight nonetheless came at the 24 Hours of Spa, the place, having certified on pole alongside teammates Edoardo Mortara and Michael Meadows, Italy euro shirt –
In FIA F3 he completed 2nd within the championship, with 9 podiums including seven wins. 17 December 1994) is a Swiss-born Italian professional racing driver who at the moment competes in the FIA World Endurance Championship and the GT World Problem Europe Endurance Cup for BMW M Team WRT. Continuing into a third season of the Endurance and Dash series at AKKA ASP, Marciello can be partnered by Vincent Abril in each championships, with the pair being joined by Michael Meadows for the endurance rounds. His highlight nonetheless came at the 24 Hours of Spa, the place, having certified on pole alongside teammates Edoardo Mortara and Michael Meadows, Italy euro shirt – 




 The outcomes underneath Smith had given the nation hope, however Scotland were given “one of the toughest groups” for UEFA Euro 2008 qualifying as they had been entered into Group B with France, Italy and Ukraine. The team didn’t qualify mechanically for UEFA Euro 2020, finishing a distant third behind Belgium and Russia. After gaining independence from the Soviet Union, the workforce performed its first international match on 12 October 1992. The national team has participated within the qualification of each main tournament from the UEFA Euro 1996 onwards, though they’re but to qualify for the ultimate stages of both a UEFA European Football Championship or a FIFA World Cup. McLeish’s first match in cost was a UEFA Euro 2008 qualifier in opposition to Georgia in March 2007. In the eleventh minute Kris Boyd scored to place Scotland in entrance. In UEFA Euro 2012 qualification, Scotland had been grouped with Lithuania, Liechtenstein, Czech Republic and world champions Spain. Montenegro solely managed two victories, all in opposition to Lithuania, and suffered two losses to Serbia, one defeat to Romania at home and an away draw to the Romanian side as properly. Vogts handed out an astonishing 40 debutants, making an attempt to rebuild the aspect. As group runners-up, Juventus had to face a group winner – Germans Borussia Dortmund of Group D – in the final 16. They received 2-1 at residence in the first leg on 24 February 2015, with all of the objectives in the primary half – visitor Marco Reus equalised either facet of strikes from Tevez and Álvaro Morata.
The outcomes underneath Smith had given the nation hope, however Scotland were given “one of the toughest groups” for UEFA Euro 2008 qualifying as they had been entered into Group B with France, Italy and Ukraine. The team didn’t qualify mechanically for UEFA Euro 2020, finishing a distant third behind Belgium and Russia. After gaining independence from the Soviet Union, the workforce performed its first international match on 12 October 1992. The national team has participated within the qualification of each main tournament from the UEFA Euro 1996 onwards, though they’re but to qualify for the ultimate stages of both a UEFA European Football Championship or a FIFA World Cup. McLeish’s first match in cost was a UEFA Euro 2008 qualifier in opposition to Georgia in March 2007. In the eleventh minute Kris Boyd scored to place Scotland in entrance. In UEFA Euro 2012 qualification, Scotland had been grouped with Lithuania, Liechtenstein, Czech Republic and world champions Spain. Montenegro solely managed two victories, all in opposition to Lithuania, and suffered two losses to Serbia, one defeat to Romania at home and an away draw to the Romanian side as properly. Vogts handed out an astonishing 40 debutants, making an attempt to rebuild the aspect. As group runners-up, Juventus had to face a group winner – Germans Borussia Dortmund of Group D – in the final 16. They received 2-1 at residence in the first leg on 24 February 2015, with all of the objectives in the primary half – visitor Marco Reus equalised either facet of strikes from Tevez and Álvaro Morata.
 Broadcasters have been able to ship commentators to supply coverage of the competition in their own native language and to relay information concerning the artists and songs to their tv viewers. The scoring system applied in 1975 remained the same; every country had a jury who awarded 12, 10, 8, 7, 6, 5, 4, 3, 2, 1 point(s) for their high ten songs. Nonetheless this 12 months for the primary time, nations had been required to declare their scores in ascending order, 1,2,3 and so on. This transformation made for the added excitement of waiting for each country to award their highest 12 points at the end of every voting spherical. Funds could possibly be made in both currencies during the first two weeks of January 2023 (with change being given in euro) and after then solely in euro. Because of the restricted finances and time obtainable, NOS decided to recycle a number of components of the 1976 manufacturing comparable to a number of opening video sequences and lots of pieces and components that have been being utilized in different broadcaster reveals since then.
Broadcasters have been able to ship commentators to supply coverage of the competition in their own native language and to relay information concerning the artists and songs to their tv viewers. The scoring system applied in 1975 remained the same; every country had a jury who awarded 12, 10, 8, 7, 6, 5, 4, 3, 2, 1 point(s) for their high ten songs. Nonetheless this 12 months for the primary time, nations had been required to declare their scores in ascending order, 1,2,3 and so on. This transformation made for the added excitement of waiting for each country to award their highest 12 points at the end of every voting spherical. Funds could possibly be made in both currencies during the first two weeks of January 2023 (with change being given in euro) and after then solely in euro. Because of the restricted finances and time obtainable, NOS decided to recycle a number of components of the 1976 manufacturing comparable to a number of opening video sequences and lots of pieces and components that have been being utilized in different broadcaster reveals since then.
 Taxes on gas, motor vehicles, and Insurance, Corporation Tax, and VAT, are reserved to Westminster. Identified spokespersons on the 1980 contest are listed below. Amsterdam, Netherlands. 18 April 1980. p. Granger, Anthony (16 April 2019). “Switzerland: Sven Epiney Confirmed as SRF’s Eurovision Commentator”. An open bidding course of was launched on 22 February 2019 by UEFA to select the 2022 and 2023 UEFA Champions League final venues. RTÉ Information. Archived from the original on 25 July 2019. Retrieved 2 July 2022 – via RTÉ Libraries and Archives. 9. Retrieved 12 January 2023 – via Delpher. 23. Retrieved 12 January 2023 – through Delpher. 19 April 1980. Retrieved 18 January 2023 – through Institut national de l’audiovisuel. SvFF. Retrieved 4 November 2023. This document is up to date annually in December/January. Stratton, Allegra (22 November 2007). “Danes to carry referendum on relationship with EU”. They gained all three of their previous finals (in 2006, 2007 and 2014). As they won their fourth title, they turned the outright file holder, breaking a tie with Juventus, Inter Milan and Liverpool.
Taxes on gas, motor vehicles, and Insurance, Corporation Tax, and VAT, are reserved to Westminster. Identified spokespersons on the 1980 contest are listed below. Amsterdam, Netherlands. 18 April 1980. p. Granger, Anthony (16 April 2019). “Switzerland: Sven Epiney Confirmed as SRF’s Eurovision Commentator”. An open bidding course of was launched on 22 February 2019 by UEFA to select the 2022 and 2023 UEFA Champions League final venues. RTÉ Information. Archived from the original on 25 July 2019. Retrieved 2 July 2022 – via RTÉ Libraries and Archives. 9. Retrieved 12 January 2023 – via Delpher. 23. Retrieved 12 January 2023 – through Delpher. 19 April 1980. Retrieved 18 January 2023 – through Institut national de l’audiovisuel. SvFF. Retrieved 4 November 2023. This document is up to date annually in December/January. Stratton, Allegra (22 November 2007). “Danes to carry referendum on relationship with EU”. They gained all three of their previous finals (in 2006, 2007 and 2014). As they won their fourth title, they turned the outright file holder, breaking a tie with Juventus, Inter Milan and Liverpool.

 Eje Elgh was additionally one in every of those that commentated F1 for many years together with Janne Blomqvist but retired before the fashionable F1 automobile era. In June 2021, on the occasion of 30 years of independence, Prime Minister Plenković stated the government’s ambition was to hitch the eurozone on the target date. Warshaw, Andrew (9 June 2000). “Berger absence could also be crucial”. Antti Muurinen succeeded Møller Nielsen as coach in 2000. He had arguably probably the most gifted group of Finnish gamers ever at his disposal, together with players resembling Antti Niemi, Sami Hyypiä, Teemu Tainio and Mikael Forssell in addition to the legendary Litmanen. The staff ultimately succeeded in the method, only ending behind Hungary, to reach the tournament for the fourth time. These losses had been followed by two defeats by Italy, and a 3-zero residence win over Serbia and Montenegro was little consolation, because the Finns completed fourth within the group. Joel Pohjanpalo’s goal gave the Finns a 1-zero win at former European champions Greece, who had reached the second spherical of the 2014 World Cup and had been the top seeds of their qualifying group. Against the Germans in Lens, Marcel Coraș scored an equalizer in the first minute of the second half in response to Rudi Völler’s opener, however Völler would score a winning objective.
Eje Elgh was additionally one in every of those that commentated F1 for many years together with Janne Blomqvist but retired before the fashionable F1 automobile era. In June 2021, on the occasion of 30 years of independence, Prime Minister Plenković stated the government’s ambition was to hitch the eurozone on the target date. Warshaw, Andrew (9 June 2000). “Berger absence could also be crucial”. Antti Muurinen succeeded Møller Nielsen as coach in 2000. He had arguably probably the most gifted group of Finnish gamers ever at his disposal, together with players resembling Antti Niemi, Sami Hyypiä, Teemu Tainio and Mikael Forssell in addition to the legendary Litmanen. The staff ultimately succeeded in the method, only ending behind Hungary, to reach the tournament for the fourth time. These losses had been followed by two defeats by Italy, and a 3-zero residence win over Serbia and Montenegro was little consolation, because the Finns completed fourth within the group. Joel Pohjanpalo’s goal gave the Finns a 1-zero win at former European champions Greece, who had reached the second spherical of the 2014 World Cup and had been the top seeds of their qualifying group. Against the Germans in Lens, Marcel Coraș scored an equalizer in the first minute of the second half in response to Rudi Völler’s opener, however Völler would score a winning objective.
 But the development of Scotland’s international standing was more-or-less ignored for one of the best a part of the twentieth century, with three-day matches towards Eire, MCC, touring Test teams and the occasional County facet being the only ones granted ‘first-class’ status. Each groups went down to 10 men throughout the sport. After the qualifiers, sixteen groups play in the regular season. Poland took the lead by way of a aim from Błaszczykowski, but conceded a bicycle kick from Xherdan Shaqiri within the 82nd minute, finishing the sport 1-1 in common time. On 10 September, they beat San Marino 5-1, with a brace from Zieliński, and objectives from Błaszczykowski, Sobota and Mierzejewski. On thirteen October, Poland beat Kazakhstan 3-1 with a hat-trick from Smolarek. They beat Belgium 2-0 with two goals from Smolarek on 17 November, and on 21 November drew 2-2 with Serbia in the final qualifying recreation, thus qualifying for the tournament as the first place group in the qualifying group following Portugal’s 0-0 draw with Finland. On 11 September, they beat Moldova 2-0 with targets from Błaszczykowski and Wawrzyniak. On 7 September, Poland’s first qualifying match ended in a 2-2 draw with Montenegro, with objectives from Błaszczykowski and Mierzejewski. Poland was drawn in Group H of 2014 FIFA World Cup qualifying, with England, Ukraine, Montenegro, Moldova and San Marino.
But the development of Scotland’s international standing was more-or-less ignored for one of the best a part of the twentieth century, with three-day matches towards Eire, MCC, touring Test teams and the occasional County facet being the only ones granted ‘first-class’ status. Each groups went down to 10 men throughout the sport. After the qualifiers, sixteen groups play in the regular season. Poland took the lead by way of a aim from Błaszczykowski, but conceded a bicycle kick from Xherdan Shaqiri within the 82nd minute, finishing the sport 1-1 in common time. On 10 September, they beat San Marino 5-1, with a brace from Zieliński, and objectives from Błaszczykowski, Sobota and Mierzejewski. On thirteen October, Poland beat Kazakhstan 3-1 with a hat-trick from Smolarek. They beat Belgium 2-0 with two goals from Smolarek on 17 November, and on 21 November drew 2-2 with Serbia in the final qualifying recreation, thus qualifying for the tournament as the first place group in the qualifying group following Portugal’s 0-0 draw with Finland. On 11 September, they beat Moldova 2-0 with targets from Błaszczykowski and Wawrzyniak. On 7 September, Poland’s first qualifying match ended in a 2-2 draw with Montenegro, with objectives from Błaszczykowski and Mierzejewski. Poland was drawn in Group H of 2014 FIFA World Cup qualifying, with England, Ukraine, Montenegro, Moldova and San Marino. On 17 October, Poland drew 1-1 with England, with Glik scoring the equalizing goal. They drew 1-1 with the Republic of Ireland in March 2015 after conceding a purpose from Shane Lengthy in stoppage time. Within the second sport, Poland drew 1-1 with Austria, taking the lead by way of Brazil-born Roger Guerreiro, earlier than conceding within the third minute of stoppage time following a controversial penalty. Germany and Poland played on 8 June on the Hypo-Arena in Klagenfurt, Austria, with Poland dropping 2-zero with two objectives from Lukas Podolski. Poland’s tournament was disappointing overall; they misplaced to Senegal in the opening match, 2-1 on 19 June in Moscow. Kazakhstan remained in contention for an computerized qualification berth all through the marketing campaign, solely shedding out on the ultimate spherical as a consequence of a 2-1 away defeat to Slovenia. On 11 October, they won 2-1 in opposition to the Czech Republic. Poland were drawn into Group A, with Greece, Russia and the Czech Republic. Poland’s subsequent game was on 12 June, again played at the Stadion Narodowy in Warsaw, with the game towards Russia ending 1-1. Russia took the lead by Alan Dzagoev within the 37th minute earlier than Poland equalized via Błaszczykowski in the 57th minute. Austria and Switzerland jointly bid to host the games, and facing competition from six other bids: Bosnia and Herzegovina-Croatia, Greece-Turkey, a 4-method Nordic bid (from Denmark, Finland, Norway and Sweden), Hungary, Russia and Scotland-Republic of Eire.
On 17 October, Poland drew 1-1 with England, with Glik scoring the equalizing goal. They drew 1-1 with the Republic of Ireland in March 2015 after conceding a purpose from Shane Lengthy in stoppage time. Within the second sport, Poland drew 1-1 with Austria, taking the lead by way of Brazil-born Roger Guerreiro, earlier than conceding within the third minute of stoppage time following a controversial penalty. Germany and Poland played on 8 June on the Hypo-Arena in Klagenfurt, Austria, with Poland dropping 2-zero with two objectives from Lukas Podolski. Poland’s tournament was disappointing overall; they misplaced to Senegal in the opening match, 2-1 on 19 June in Moscow. Kazakhstan remained in contention for an computerized qualification berth all through the marketing campaign, solely shedding out on the ultimate spherical as a consequence of a 2-1 away defeat to Slovenia. On 11 October, they won 2-1 in opposition to the Czech Republic. Poland were drawn into Group A, with Greece, Russia and the Czech Republic. Poland’s subsequent game was on 12 June, again played at the Stadion Narodowy in Warsaw, with the game towards Russia ending 1-1. Russia took the lead by Alan Dzagoev within the 37th minute earlier than Poland equalized via Błaszczykowski in the 57th minute. Austria and Switzerland jointly bid to host the games, and facing competition from six other bids: Bosnia and Herzegovina-Croatia, Greece-Turkey, a 4-method Nordic bid (from Denmark, Finland, Norway and Sweden), Hungary, Russia and Scotland-Republic of Eire. On 18 April 2007, in Cardiff, Poland and Ukraine were selected to host UEFA Euro 2012 by the UEFA Govt Committee. At UEFA Euro 2008, they have been drawn in Group B, with Germany, Austria and Croatia. Poland opened their UEFA Euro 2020 qualifying by a single-margin 1-0 win against Austria in Vienna. Qualifying for UEFA Euro 2020 was primarily based on efficiency in the inaugural 2018-19 UEFA Nations League. Robert Lewandowski, who finished the 2018 FIFA World Cup qualifying campaign with 16 objectives; breaking the European qualifying file for goals scored, as well as changing into all-time top goalscorer for Poland. Despite drawing with Kazakhstan on four September 2016’s opening match, Lewandowski scored 16 objectives throughout qualifying, breaking the European qualifying scoring report, as well as changing into the all-time high goalscorer of Poland. Six tremendous traces reduce by means of the sea, breaking when passing by means of the map, and at their ends at the highest and bottom are twelve stars (reflective of the flag of Europe). Dwell coverage is only restricted throughout main tournament finals, which are usually proven on BBC Scotland or STV. As an example, Nigel Quashie performed for England under-21s and Scotland. Three days later, Poland drew 2-2 with Scotland. The Kijang was constructed and offered in South Africa in three physique styles because the Excessive roof station wagon Enterprise, or as a business automobile beneath the Stallion nameplate out there either as a panel van or pickup truck.
On 18 April 2007, in Cardiff, Poland and Ukraine were selected to host UEFA Euro 2012 by the UEFA Govt Committee. At UEFA Euro 2008, they have been drawn in Group B, with Germany, Austria and Croatia. Poland opened their UEFA Euro 2020 qualifying by a single-margin 1-0 win against Austria in Vienna. Qualifying for UEFA Euro 2020 was primarily based on efficiency in the inaugural 2018-19 UEFA Nations League. Robert Lewandowski, who finished the 2018 FIFA World Cup qualifying campaign with 16 objectives; breaking the European qualifying file for goals scored, as well as changing into all-time top goalscorer for Poland. Despite drawing with Kazakhstan on four September 2016’s opening match, Lewandowski scored 16 objectives throughout qualifying, breaking the European qualifying scoring report, as well as changing into the all-time high goalscorer of Poland. Six tremendous traces reduce by means of the sea, breaking when passing by means of the map, and at their ends at the highest and bottom are twelve stars (reflective of the flag of Europe). Dwell coverage is only restricted throughout main tournament finals, which are usually proven on BBC Scotland or STV. As an example, Nigel Quashie performed for England under-21s and Scotland. Three days later, Poland drew 2-2 with Scotland. The Kijang was constructed and offered in South Africa in three physique styles because the Excessive roof station wagon Enterprise, or as a business automobile beneath the Stallion nameplate out there either as a panel van or pickup truck. Cristiano Ronaldo put the hosts within the lead from a corner kick midway by the primary half, and just earlier than the hour mark Maniche made it 2-0 with a spectacular purpose from the corner of the penalty space. They made an impressive begin with a 2-0 away win in Estonia followed by a 4-0 win at dwelling towards modest Andorra and one other away win in Turkey (1-0). After that, Romania was defeated by the Netherlands, each at residence and away, and managed to safe only a draw in Hungary, in between. Additionally they only scored seven targets within the group, only more than minnows Andorra. For Portugal’s remaining three group stage matches, the crew was unable to put together an efficient stretch of basketball for a full recreation; which resulted in three extra losses to stop the crew from advancing. By the late nineteen nineties, plans have been laid down for a complete renovation of the stadium; the playing surface was rotated by 90 levels to reap the benefits of the pure angle of sunlight and the stadium was rebuilt to carry greater than 57,000 spectators. Belarus’ home floor is Dinamo Stadium in Minsk. He cut in from the suitable wing and played a by way of-ball just out of reach of Messi, who went to floor after O’Shea had put his hand on Messi’s shoulder.
Cristiano Ronaldo put the hosts within the lead from a corner kick midway by the primary half, and just earlier than the hour mark Maniche made it 2-0 with a spectacular purpose from the corner of the penalty space. They made an impressive begin with a 2-0 away win in Estonia followed by a 4-0 win at dwelling towards modest Andorra and one other away win in Turkey (1-0). After that, Romania was defeated by the Netherlands, each at residence and away, and managed to safe only a draw in Hungary, in between. Additionally they only scored seven targets within the group, only more than minnows Andorra. For Portugal’s remaining three group stage matches, the crew was unable to put together an efficient stretch of basketball for a full recreation; which resulted in three extra losses to stop the crew from advancing. By the late nineteen nineties, plans have been laid down for a complete renovation of the stadium; the playing surface was rotated by 90 levels to reap the benefits of the pure angle of sunlight and the stadium was rebuilt to carry greater than 57,000 spectators. Belarus’ home floor is Dinamo Stadium in Minsk. He cut in from the suitable wing and played a by way of-ball just out of reach of Messi, who went to floor after O’Shea had put his hand on Messi’s shoulder.


 Within the decisive match towards Ukraine, Iceland opened the scoring by means of Albert Guðmundsson and led at half-time, however conceded 2 targets within the second half and lost (1-2) in an identical fashion to the earlier Euro play-off misplaced in Budapest towards the Hungarians. Caps and objectives are correct as of 26 March 2024, after the match towards Ukraine. This run of poor results has been attributed to several components, both sporting and further-sporting: the late generational renewal, a course of partly hampered by a restricted pool of footballers on account of Iceland’s demographics; the questionable tactical choices of the new coach, leading to a lack of automatism amongst new players who should not used to enjoying collectively and the absence of a real standard staff; and sexual assault scandals that have effectively sidelined a number of the workforce’s greatest gamers beneath investigation. The explanations for the lack of outcomes of the selection had been because of the absence of execs on the island, the Icelanders performed soccer for fun. Within the 2000s, Icelandic soccer will expertise a real revolution. Those 32 teams shall be divided into eight teams by 4 teams, with prime two teams and 4 finest ranked third-groups qualifying. However, the following qualifying campaigns will be a lot harder for Iceland which can flirt with the last locations of its respective teams, specifically during the Euro 2008 qualifiers where regardless of two unexpected successes against Northern Eire (3-0 within the opening away, 2-1 at house in the return) and a heroic resistance in the primary and second leg against the Spanish future winners of the competition (a 1-1 draw at house after having led the rating and a short 0-1 defeat away), Our boys suffered several different heavy defeats, together with two against Latvia, who had qualified for Euro 2004 as a surprise (0-4 away, 2-4 dwelling), and one against Liechtenstein (0-three away, after a 1-1 dwelling draw).
Within the decisive match towards Ukraine, Iceland opened the scoring by means of Albert Guðmundsson and led at half-time, however conceded 2 targets within the second half and lost (1-2) in an identical fashion to the earlier Euro play-off misplaced in Budapest towards the Hungarians. Caps and objectives are correct as of 26 March 2024, after the match towards Ukraine. This run of poor results has been attributed to several components, both sporting and further-sporting: the late generational renewal, a course of partly hampered by a restricted pool of footballers on account of Iceland’s demographics; the questionable tactical choices of the new coach, leading to a lack of automatism amongst new players who should not used to enjoying collectively and the absence of a real standard staff; and sexual assault scandals that have effectively sidelined a number of the workforce’s greatest gamers beneath investigation. The explanations for the lack of outcomes of the selection had been because of the absence of execs on the island, the Icelanders performed soccer for fun. Within the 2000s, Icelandic soccer will expertise a real revolution. Those 32 teams shall be divided into eight teams by 4 teams, with prime two teams and 4 finest ranked third-groups qualifying. However, the following qualifying campaigns will be a lot harder for Iceland which can flirt with the last locations of its respective teams, specifically during the Euro 2008 qualifiers where regardless of two unexpected successes against Northern Eire (3-0 within the opening away, 2-1 at house in the return) and a heroic resistance in the primary and second leg against the Spanish future winners of the competition (a 1-1 draw at house after having led the rating and a short 0-1 defeat away), Our boys suffered several different heavy defeats, together with two against Latvia, who had qualified for Euro 2004 as a surprise (0-4 away, 2-4 dwelling), and one against Liechtenstein (0-three away, after a 1-1 dwelling draw). Within the 58th minute, Sevilla made the sport’s first substitution: Reyes made means for Coke, who went into his habitual right-again place, pushing Aleix Vidal forward into the appropriate-wing position held by Reyes. Within the second round, nevertheless, Portugal’s fortunes would utterly be reversed because the workforce went (1-3) in this part to want the third and remaining spherical to find out their destiny. Iceland qualified for the tournament’s quarter-finals after a 2-1 upset win over England in the Round of 16, which led to England supervisor Roy Hodgson resigning in disgrace immediately after the final whistle. Fifty two (out of 55) UEFA nations entered the qualifying competitors, with the hosts Belgium additionally competing regardless of already qualifying robotically, and seven teams would qualify for the final tournament at the tip of spherical 2 to hitch the hosts. At the tournament finals, Iceland recorded 1-1 attracts in their first two group stage matches towards Portugal and Hungary. Iceland had been drawn into a gaggle with Portugal, Hungary and Austria for the final tournament. Host nation, France, obtained a full spots for men’s observe events and women’s team pursuit, madison, and omnium; following the conclusion of the final UCI Olympic rankings.
Within the 58th minute, Sevilla made the sport’s first substitution: Reyes made means for Coke, who went into his habitual right-again place, pushing Aleix Vidal forward into the appropriate-wing position held by Reyes. Within the second round, nevertheless, Portugal’s fortunes would utterly be reversed because the workforce went (1-3) in this part to want the third and remaining spherical to find out their destiny. Iceland qualified for the tournament’s quarter-finals after a 2-1 upset win over England in the Round of 16, which led to England supervisor Roy Hodgson resigning in disgrace immediately after the final whistle. Fifty two (out of 55) UEFA nations entered the qualifying competitors, with the hosts Belgium additionally competing regardless of already qualifying robotically, and seven teams would qualify for the final tournament at the tip of spherical 2 to hitch the hosts. At the tournament finals, Iceland recorded 1-1 attracts in their first two group stage matches towards Portugal and Hungary. Iceland had been drawn into a gaggle with Portugal, Hungary and Austria for the final tournament. Host nation, France, obtained a full spots for men’s observe events and women’s team pursuit, madison, and omnium; following the conclusion of the final UCI Olympic rankings.



 This page was final edited on 19 February 2024, at 20:Forty (UTC). Scotland then conceded two targets, including one within the final minute, permitting Belgium to flee with a 2-2 draw. Scotland misplaced all of these matches, including a 4-1 defeat in opposition to South Korea. United States (including Puerto Rico) ABC Free No No No No Reside 5 races (Miami, Monaco, Canada, USA, and Mexico). It was rejected by the FA chairman, Bert Millichip, and Robson went on to guide the England crew to qualify for the 1986 World Cup in Mexico. After being unlucky in qualifying for Euro 2000, Scotland had been nowhere near the play-off stage as they didn’t qualify for the 2002 FIFA World Cup. Scotland earned a favourable draw in qualifying for Euro 2000, having certified for the earlier two tournaments, however it proved to be a struggle. The draw came about on 2 February 1990. Sweden certified automatically as hosts of the competitors, and 34 groups entered the draw, with the Faroe Islands and San Marino collaborating in a European qualifying tournament for the primary time. The tournament crowned the Netherlands as European champions for the first time.
This page was final edited on 19 February 2024, at 20:Forty (UTC). Scotland then conceded two targets, including one within the final minute, permitting Belgium to flee with a 2-2 draw. Scotland misplaced all of these matches, including a 4-1 defeat in opposition to South Korea. United States (including Puerto Rico) ABC Free No No No No Reside 5 races (Miami, Monaco, Canada, USA, and Mexico). It was rejected by the FA chairman, Bert Millichip, and Robson went on to guide the England crew to qualify for the 1986 World Cup in Mexico. After being unlucky in qualifying for Euro 2000, Scotland had been nowhere near the play-off stage as they didn’t qualify for the 2002 FIFA World Cup. Scotland earned a favourable draw in qualifying for Euro 2000, having certified for the earlier two tournaments, however it proved to be a struggle. The draw came about on 2 February 1990. Sweden certified automatically as hosts of the competitors, and 34 groups entered the draw, with the Faroe Islands and San Marino collaborating in a European qualifying tournament for the primary time. The tournament crowned the Netherlands as European champions for the first time.

 Blanche, Phil (4 September 2021). “Squad withdrawals amid Kazan ‘nightmare’ – Belarus v Wales talking factors”. UEFA Euro 2016 qualifying – eight September 2015 between Macedonia and Spain. Slovenian euro coins The coin accommodates a portrait of Primož Trubar, a Protestant reformer and author of the primary ebook written in Slovene. The Scottish Parliament first diverged from UK tax policy in FY 2017-18 which elevated the threshold for the higher fee of earnings tax(£43,000 as opposed to £45,000) following the Scotland Act 2016, which allowed rates and bands to be set with no reference to UK tax coverage. The Judiciary of Scotland run the Civil and Criminal courts and set courtroom procedure by way of Acts of Sederunt, or Acts of Ajournal, respectively. The Scottish Government has full control over Scottish taxes collected by Income Scotland and has complete energy to set tax rates and bands (but not the private allowance) for revenue tax in Scotland which is collected by HMRC. † Non-domestic charges in Scotland were beforehand collected by councils, pooled and redistributed to councils according to a set components with none passing by way of central authorities funds with nationally set exemptions, rebates and different measures.
Blanche, Phil (4 September 2021). “Squad withdrawals amid Kazan ‘nightmare’ – Belarus v Wales talking factors”. UEFA Euro 2016 qualifying – eight September 2015 between Macedonia and Spain. Slovenian euro coins The coin accommodates a portrait of Primož Trubar, a Protestant reformer and author of the primary ebook written in Slovene. The Scottish Parliament first diverged from UK tax policy in FY 2017-18 which elevated the threshold for the higher fee of earnings tax(£43,000 as opposed to £45,000) following the Scotland Act 2016, which allowed rates and bands to be set with no reference to UK tax coverage. The Judiciary of Scotland run the Civil and Criminal courts and set courtroom procedure by way of Acts of Sederunt, or Acts of Ajournal, respectively. The Scottish Government has full control over Scottish taxes collected by Income Scotland and has complete energy to set tax rates and bands (but not the private allowance) for revenue tax in Scotland which is collected by HMRC. † Non-domestic charges in Scotland were beforehand collected by councils, pooled and redistributed to councils according to a set components with none passing by way of central authorities funds with nationally set exemptions, rebates and different measures.





 With England-Colombia being the more decisive sport, the Stade de France in Paris was an 80,000-robust promote out and the crowd were nearly rewarded with a shock as Skander Souayah scored an early penalty to provide the north Africans the lead. Macedonia was renamed as North Macedonia from the 2020 qualification. James Matthey (15 July 2020). “F1 2020: Daniel Ricciardo addresses combat with Esteban Ocon”. Within the UEFA Euro 2020 qualifying, Georgia had a disappointing run, with their solely two wins got here over Gibraltar. Two objectives in 7 minutes meant that the Norwegian girls led 2-zero at half-time in opposition to a really sturdy and very impressive Swedish facet. Noble, Jonathan (26 January 2010). “Ricciardo, Hartley to be Red Bull reserves”. Noble, Jonathan (30 April 2018). “Verstappen, Ricciardo ordered to apologise at Pink Bull manufacturing unit”. Noble, Jonathan (eight July 2018). “Ricciardo hampered by “irritating” DRS problem”. Noble, Jonathan (21 October 2018). “Ricciardo warned in advance about kerb Verstappen hit”.
With England-Colombia being the more decisive sport, the Stade de France in Paris was an 80,000-robust promote out and the crowd were nearly rewarded with a shock as Skander Souayah scored an early penalty to provide the north Africans the lead. Macedonia was renamed as North Macedonia from the 2020 qualification. James Matthey (15 July 2020). “F1 2020: Daniel Ricciardo addresses combat with Esteban Ocon”. Within the UEFA Euro 2020 qualifying, Georgia had a disappointing run, with their solely two wins got here over Gibraltar. Two objectives in 7 minutes meant that the Norwegian girls led 2-zero at half-time in opposition to a really sturdy and very impressive Swedish facet. Noble, Jonathan (26 January 2010). “Ricciardo, Hartley to be Red Bull reserves”. Noble, Jonathan (30 April 2018). “Verstappen, Ricciardo ordered to apologise at Pink Bull manufacturing unit”. Noble, Jonathan (eight July 2018). “Ricciardo hampered by “irritating” DRS problem”. Noble, Jonathan (21 October 2018). “Ricciardo warned in advance about kerb Verstappen hit”.

 The staff was coached by Pia Sundhage from 2012 to 2017. The developments and conditions of the Sweden ladies’s nationwide soccer staff from its beginnings until 2013 will be seen within the 2013 three-part Sveriges Television documentary tv sequence The other Sport. The crew was coached by Thomas Dennerby from 2005 to 2012. After winning the two qualifying matches towards Denmark for the Beijing 2008 Olympics, the Swedish Olympic Committee accepted of record will increase in investments for the girls’s workforce. Nevertheless, two of the 4 residence games of the 2023-24 UEFA Women’s Nations League, including the promotion/relegation play-off,
The staff was coached by Pia Sundhage from 2012 to 2017. The developments and conditions of the Sweden ladies’s nationwide soccer staff from its beginnings until 2013 will be seen within the 2013 three-part Sveriges Television documentary tv sequence The other Sport. The crew was coached by Thomas Dennerby from 2005 to 2012. After winning the two qualifying matches towards Denmark for the Beijing 2008 Olympics, the Swedish Olympic Committee accepted of record will increase in investments for the girls’s workforce. Nevertheless, two of the 4 residence games of the 2023-24 UEFA Women’s Nations League, including the promotion/relegation play-off, 
 Previous to this date Denmark used the Danish rigsdaler divided into 96 rigsbank skilling. Sweden managed to advance as group winners ahead of the eventual champions Denmark. They had managed to score within the group stage in opposition to Brazil but couldn’t do it a second time. The first recreation towards Cameroon in Los Angeles regarded to be one more 1-2 loss, (after the 1990 World Cup fiasco with losses of 1-2 in all three games) however in the 75th minute, Martin Dahlin scored the equaliser from a rebound shot off of Henrik Larsson and the match finished 2-2. In the following game against Russia in Detroit, Russia was handed an early penalty and made it 1-0. Sweden managed to come back back, with a penalty purpose from Tomas Brolin and two goals from Martin Dahlin, with the result being 3-1. Within the final group stage match, against Brazil (additionally in Detroit), they tied 1-1 after objectives by Kennet Andersson (’23) and Romário (’47). Sweden gained 3-1 after two goals from Kennet Andersson and one from Martin Dahlin. In 1983, Sweden met Brazil in Gothenburg to play a friendly, the match ended 3-3. They didn’t qualify for the UEFA Euro 1984, despite defeating the then-reigning world champions Italy 3-0 in Naples, including two objectives by Glenn Strömberg, however were unable to prevail in opposition to Romania within the battle for the top spot, shedding each away and at house in opposition to the Tricolours.
Previous to this date Denmark used the Danish rigsdaler divided into 96 rigsbank skilling. Sweden managed to advance as group winners ahead of the eventual champions Denmark. They had managed to score within the group stage in opposition to Brazil but couldn’t do it a second time. The first recreation towards Cameroon in Los Angeles regarded to be one more 1-2 loss, (after the 1990 World Cup fiasco with losses of 1-2 in all three games) however in the 75th minute, Martin Dahlin scored the equaliser from a rebound shot off of Henrik Larsson and the match finished 2-2. In the following game against Russia in Detroit, Russia was handed an early penalty and made it 1-0. Sweden managed to come back back, with a penalty purpose from Tomas Brolin and two goals from Martin Dahlin, with the result being 3-1. Within the final group stage match, against Brazil (additionally in Detroit), they tied 1-1 after objectives by Kennet Andersson (’23) and Romário (’47). Sweden gained 3-1 after two goals from Kennet Andersson and one from Martin Dahlin. In 1983, Sweden met Brazil in Gothenburg to play a friendly, the match ended 3-3. They didn’t qualify for the UEFA Euro 1984, despite defeating the then-reigning world champions Italy 3-0 in Naples, including two objectives by Glenn Strömberg, however were unable to prevail in opposition to Romania within the battle for the top spot, shedding each away and at house in opposition to the Tricolours.
 Nonetheless, the World Cup campaign ended shortly after three 1-2 defeats in the group stage matches, against Brazil, Scotland and Costa Rica. Since 1979, management of the UK financial system (together with Scotland) has adopted a broadly laissez-faire approach. He led England to qualification for Euro 2000 following success in a two-legged play-off towards Scotland. They gained their qualification group for the 1990 World Cup forward of England and went on to their first World Cup in 12 years. After the failed qualification for the 1986 World Cup, Olle Nordin took over the workforce. Sweden additionally failed to qualify to the UEFA Euro 1988 in West Germany. Sweden didn’t qualify for the UEFA Euro 1980 after only managing to win in opposition to Luxembourg in qualifying in a gaggle that additionally included Czechoslovakia and France, and the 1982 FIFA World Cup, ending third to Scotland and Northern Eire. Below this contract, Premier Sports exclusively broadcasts all Scotland and Northern Ireland matches reside. As runners-up of the 2013-14 Ukrainian Premier League behind Shakhtar, Dnipro have been awarded a spot in the third qualifying spherical of the 2014-15 UEFA Champions League for the first time in their historical past.
Nonetheless, the World Cup campaign ended shortly after three 1-2 defeats in the group stage matches, against Brazil, Scotland and Costa Rica. Since 1979, management of the UK financial system (together with Scotland) has adopted a broadly laissez-faire approach. He led England to qualification for Euro 2000 following success in a two-legged play-off towards Scotland. They gained their qualification group for the 1990 World Cup forward of England and went on to their first World Cup in 12 years. After the failed qualification for the 1986 World Cup, Olle Nordin took over the workforce. Sweden additionally failed to qualify to the UEFA Euro 1988 in West Germany. Sweden didn’t qualify for the UEFA Euro 1980 after only managing to win in opposition to Luxembourg in qualifying in a gaggle that additionally included Czechoslovakia and France, and the 1982 FIFA World Cup, ending third to Scotland and Northern Eire. Below this contract, Premier Sports exclusively broadcasts all Scotland and Northern Ireland matches reside. As runners-up of the 2013-14 Ukrainian Premier League behind Shakhtar, Dnipro have been awarded a spot in the third qualifying spherical of the 2014-15 UEFA Champions League for the first time in their historical past.
 Ireland’s first look at a major finals tournament got here in Euro 1988. With Ireland’s fixtures already full, qualification was secured by Gary Mackay’s 87th-minute objective in Sofia when Scotland beat Bulgaria 1-0; the Scottish win left Eire high of the group. In 2011, Ireland hosted and received the inaugural Nations Cup with wins towards Wales, Northern Ireland, and Scotland with out conceding a purpose. Within the 2020 season, Rosenqvist received his first IndyCar race on the REV Group Grand Prix at Highway America. In their first match at the 1994 finals, they beat the earlier World Cup hosts and third-place finishers, Italy, 1-0 in their opening sport at Giants Stadium just outdoors New York City, but misplaced to Mexico 2-1 at the Citrus Bowl in the heat and humidity of Orlando, Florida. A play-off with Belgium followed, with the match at Lansdowne Street ending in a 1-1 draw, the match in Belgium ending 2-1 to the home crew and substitute David Connolly being despatched off in the latter, preventing Eire from progressing to the 1998 World Cup. Ireland went down 1-zero in the primary leg, and misplaced 2-1 on aggregate, with William Gallas scoring a controversial goal in further time in the second leg after Thierry Henry had handled the ball earlier than crossing for Gallas to score.
Ireland’s first look at a major finals tournament got here in Euro 1988. With Ireland’s fixtures already full, qualification was secured by Gary Mackay’s 87th-minute objective in Sofia when Scotland beat Bulgaria 1-0; the Scottish win left Eire high of the group. In 2011, Ireland hosted and received the inaugural Nations Cup with wins towards Wales, Northern Ireland, and Scotland with out conceding a purpose. Within the 2020 season, Rosenqvist received his first IndyCar race on the REV Group Grand Prix at Highway America. In their first match at the 1994 finals, they beat the earlier World Cup hosts and third-place finishers, Italy, 1-0 in their opening sport at Giants Stadium just outdoors New York City, but misplaced to Mexico 2-1 at the Citrus Bowl in the heat and humidity of Orlando, Florida. A play-off with Belgium followed, with the match at Lansdowne Street ending in a 1-1 draw, the match in Belgium ending 2-1 to the home crew and substitute David Connolly being despatched off in the latter, preventing Eire from progressing to the 1998 World Cup. Ireland went down 1-zero in the primary leg, and misplaced 2-1 on aggregate, with William Gallas scoring a controversial goal in further time in the second leg after Thierry Henry had handled the ball earlier than crossing for Gallas to score. Romania on penalties, with Packie Bonner making an important save and David O’Leary scoring the decisive spot-kick. Dimitris Salpingidis made the greatest influence on the game for Greece as a second-half substitute, making good penetrating runs behind the Polish defense, eventually bringing the sport stage 1-1 on a mistake by Poland keeper Wojciech Szczęsny. Despite allowing weaker teams in the group to convey the game to them, Greece admirably held powerful Croatia scoreless by two conferences and deservedly won Group F 4 days after a decisive 2-zero residence win versus the second-place Croats. Republic of Ireland a play-off place at least, with hopes of automatic qualification nonetheless a reality going into the final group recreation in opposition to Poland in Warsaw. Ultimately, however, the team still didn’t qualify for the World Cup, and Tuohy resigned following a dispute over his wages. Eoin Hand took over as supervisor for the 1982 World Cup qualifiers, and as soon as more the Republic of Ireland narrowly missed out on qualification, this time on purpose distinction behind France, whom that they had defeated at residence as soon as extra.
Romania on penalties, with Packie Bonner making an important save and David O’Leary scoring the decisive spot-kick. Dimitris Salpingidis made the greatest influence on the game for Greece as a second-half substitute, making good penetrating runs behind the Polish defense, eventually bringing the sport stage 1-1 on a mistake by Poland keeper Wojciech Szczęsny. Despite allowing weaker teams in the group to convey the game to them, Greece admirably held powerful Croatia scoreless by two conferences and deservedly won Group F 4 days after a decisive 2-zero residence win versus the second-place Croats. Republic of Ireland a play-off place at least, with hopes of automatic qualification nonetheless a reality going into the final group recreation in opposition to Poland in Warsaw. Ultimately, however, the team still didn’t qualify for the World Cup, and Tuohy resigned following a dispute over his wages. Eoin Hand took over as supervisor for the 1982 World Cup qualifiers, and as soon as more the Republic of Ireland narrowly missed out on qualification, this time on purpose distinction behind France, whom that they had defeated at residence as soon as extra.



 Jiandani, Sanjay (sixteen August 2023). “Belgium: RTBF confirms participation at Eurovision 2024”. ESCToday. Salem, Patricia (7 August 2022). “Laudrup-Dufour Leads Denmark to Victory”. Cleeren, Filip (14 September 2022). “Palou stays with Ganassi in IndyCar for 2023, Rosenqvist remains at McLaren”. Tielens, Filip (15 Could 2021). “Waarom Vlaanderen telkens slecht scoort op het Eurovisiesongfestival”. In Might 2005 Congratulations was confirmed as the official name of the concert. Thirty-one EBU-member nations broadcast the concert (although notably France, Italy and the United Kingdom didn’t) and televoting and juries in these nations decided the winner. Each juries and televoting had been used at Congratulations; both having an equal affect over the vote. Not like in the competition proper, viewers were allowed to vote for songs which had represented their country. In Might 2005, the EBU opened a poll on its web site to determine ten songs that may contest the occasion. In June 2004, the EBU announced that it was to hold a live performance to rejoice fifty years of the contest.
Jiandani, Sanjay (sixteen August 2023). “Belgium: RTBF confirms participation at Eurovision 2024”. ESCToday. Salem, Patricia (7 August 2022). “Laudrup-Dufour Leads Denmark to Victory”. Cleeren, Filip (14 September 2022). “Palou stays with Ganassi in IndyCar for 2023, Rosenqvist remains at McLaren”. Tielens, Filip (15 Could 2021). “Waarom Vlaanderen telkens slecht scoort op het Eurovisiesongfestival”. In Might 2005 Congratulations was confirmed as the official name of the concert. Thirty-one EBU-member nations broadcast the concert (although notably France, Italy and the United Kingdom didn’t) and televoting and juries in these nations decided the winner. Each juries and televoting had been used at Congratulations; both having an equal affect over the vote. Not like in the competition proper, viewers were allowed to vote for songs which had represented their country. In Might 2005, the EBU opened a poll on its web site to determine ten songs that may contest the occasion. In June 2004, the EBU announced that it was to hold a live performance to rejoice fifty years of the contest.
 In addition to the primary winner’s trophy, the Marcel Bezençon Awards and the Barbara Dex Award had been contested during the 2019 Eurovision Track Contest. The Barbara Dex Award is a humorous fan award given every year to the artist who wore probably the most notable outfit. New Zealand, as the winners of the third spherical, proceeded to the inter-confederation play-off in opposition to Mexico, the fourth-positioned staff from CONCACAF, the place they had been eradicated by a robust Mexico facet who beat them 9-three over two legs. The winners had been revealed shortly earlier than the Eurovision closing on 18 Could. French for ‘Normal Organisation of Eurovision Followers’), shortened to OGAE, is a non-governmental and non-revenue international organisation, consisting of forty two Eurovision Song Contest fan clubs from throughout Europe and beyond. The screen turned black while Keiino performed their song “Spirit within the Sky”. While municipal councillor of host metropolis Thun, Katharina Ali-Oesch, mentioned they town might have to withdraw as a host venue because of the cuts in funding. The organisation of the 2019 contest in Israel faced protests due to the Israeli-Palestinian battle, and never solely outdoors the venue. Netflix, an over-the-high video on demand service, signed an settlement with the EBU in July 2019 that will allow them to distribute the 2019 contest on their service within the United States.
In addition to the primary winner’s trophy, the Marcel Bezençon Awards and the Barbara Dex Award had been contested during the 2019 Eurovision Track Contest. The Barbara Dex Award is a humorous fan award given every year to the artist who wore probably the most notable outfit. New Zealand, as the winners of the third spherical, proceeded to the inter-confederation play-off in opposition to Mexico, the fourth-positioned staff from CONCACAF, the place they had been eradicated by a robust Mexico facet who beat them 9-three over two legs. The winners had been revealed shortly earlier than the Eurovision closing on 18 Could. French for ‘Normal Organisation of Eurovision Followers’), shortened to OGAE, is a non-governmental and non-revenue international organisation, consisting of forty two Eurovision Song Contest fan clubs from throughout Europe and beyond. The screen turned black while Keiino performed their song “Spirit within the Sky”. While municipal councillor of host metropolis Thun, Katharina Ali-Oesch, mentioned they town might have to withdraw as a host venue because of the cuts in funding. The organisation of the 2019 contest in Israel faced protests due to the Israeli-Palestinian battle, and never solely outdoors the venue. Netflix, an over-the-high video on demand service, signed an settlement with the EBU in July 2019 that will allow them to distribute the 2019 contest on their service within the United States.

 Previously, Michelin was the exclusive tyre provider from the inaugural season in 2009 until 2017 while subsidiary company BFGoodrich grew to become the exclusive tyre provider for the 2018 season solely. McNulty, Phil (sixteen Might 2009). “Man Utd 0-0 Arsenal”. Up-to-date caps, targets, and statistics are usually not publicly obtainable; therefore, caps and targets listed could also be incorrect. As manufacturer involvement is proscribed, model representations are used for aesthetic functions solely. This has been largely as a consequence of most of its female footballers should not skilled, many Polish female footballers are half-timers, in contrast to the way more profitable males’s counterparts. In Might 2022, the government adopted a more definitive model of its euro introduction plan, reaffirming the country’s commitment to adopt the euro on the target date. Bulgaria’s target date for introduction of the euro is 1 January 2025, which might make the euro solely the second national forex of the country for the reason that lev was introduced over 140 years in the past. The introduction of dollarization, as well as the advance of the scenario in the financial, monetary and banking sectors of Montenegro resulted in growing citizensʼ confidence in the brand new monetary regime. Bulgaria sent a letter to the Eurogroup in July 2018 expressing its want to affix ERM II and committing to enter right into a “close cooperation” settlement with the European banking union.
Previously, Michelin was the exclusive tyre provider from the inaugural season in 2009 until 2017 while subsidiary company BFGoodrich grew to become the exclusive tyre provider for the 2018 season solely. McNulty, Phil (sixteen Might 2009). “Man Utd 0-0 Arsenal”. Up-to-date caps, targets, and statistics are usually not publicly obtainable; therefore, caps and targets listed could also be incorrect. As manufacturer involvement is proscribed, model representations are used for aesthetic functions solely. This has been largely as a consequence of most of its female footballers should not skilled, many Polish female footballers are half-timers, in contrast to the way more profitable males’s counterparts. In Might 2022, the government adopted a more definitive model of its euro introduction plan, reaffirming the country’s commitment to adopt the euro on the target date. Bulgaria’s target date for introduction of the euro is 1 January 2025, which might make the euro solely the second national forex of the country for the reason that lev was introduced over 140 years in the past. The introduction of dollarization, as well as the advance of the scenario in the financial, monetary and banking sectors of Montenegro resulted in growing citizensʼ confidence in the brand new monetary regime. Bulgaria sent a letter to the Eurogroup in July 2018 expressing its want to affix ERM II and committing to enter right into a “close cooperation” settlement with the European banking union.
 Staten-Generaal, Tweede Kamer der (eleven Could 2016). “Antwoord op vragen van de leden Merkies en Jasper van Dijk over de productie van euromunten door een Zuid-Koreaans bedrijf dat ook betrokken is bij de productie van clustermunitie”. On 3 May 2022, NASCAR Whelen Euro Sequence introduced a new partnership deal with VP Racing Fuels to develop into the brand new unique gasoline supplier within the series, switching from a beforehand undisclosed gas provider. Wilson, Jonathan (28 May 2015). “Carlos Bacca double breaks Dnipro hearts for Sevilla to make historical past”. Regardless of their part-time standing, the fact that the team has seen its rise in fortune since 2010s, having come very shut in qualifying for UEFA Girls’s Euro 2013, 2022, as well as the 2011, 2015 and 2023 FIFA Women’s World Cups have been seen as indicators of potential progress of the ladies’s team. A 2008 analysis said that Bulgaria wouldn’t be in a position to hitch the eurozone earlier than 2015 due to the excessive inflation and the repercussions of the 2007-2008 world financial crisis.
Staten-Generaal, Tweede Kamer der (eleven Could 2016). “Antwoord op vragen van de leden Merkies en Jasper van Dijk over de productie van euromunten door een Zuid-Koreaans bedrijf dat ook betrokken is bij de productie van clustermunitie”. On 3 May 2022, NASCAR Whelen Euro Sequence introduced a new partnership deal with VP Racing Fuels to develop into the brand new unique gasoline supplier within the series, switching from a beforehand undisclosed gas provider. Wilson, Jonathan (28 May 2015). “Carlos Bacca double breaks Dnipro hearts for Sevilla to make historical past”. Regardless of their part-time standing, the fact that the team has seen its rise in fortune since 2010s, having come very shut in qualifying for UEFA Girls’s Euro 2013, 2022, as well as the 2011, 2015 and 2023 FIFA Women’s World Cups have been seen as indicators of potential progress of the ladies’s team. A 2008 analysis said that Bulgaria wouldn’t be in a position to hitch the eurozone earlier than 2015 due to the excessive inflation and the repercussions of the 2007-2008 world financial crisis.

 The 2008 4 Nations Tournament, won by England C, was performed in North Wales, and was contested between Wales Semi-Professional, England C, Scotland B and guest nation Gibraltar after Northern Eire decided to not take part. For the draw, the teams were seeded into 4 pots, each of eight groups, primarily based on their 2022 UEFA club coefficients (CC). He scored four objectives in 21 games in his solely season. In Friday’s quarter-last matches, Germany took a 2-0 lead thanks to 2 goals from Grings, making her top goalscorer within the tournament so far. They have been unsuccessful in their opening match, going right down to Slovakia 2-0 in Bratislava on 3 September 2000. The Macedonians as soon as again didn’t qualify for the 2002 World Cup as they completed fourth in the group with seven factors. On 21 September 1949, Republic of Eire received the second match 2-0 which was played at Goodison Park, Liverpool and turned the primary non-British workforce to defeat England on their residence soil. In the 2014/15 season, Enzinger continued her good type scoring 14 goals, including a hat-trick on 6 September 2014, in a 6-zero dwelling win over USC Landhaus Wien.
The 2008 4 Nations Tournament, won by England C, was performed in North Wales, and was contested between Wales Semi-Professional, England C, Scotland B and guest nation Gibraltar after Northern Eire decided to not take part. For the draw, the teams were seeded into 4 pots, each of eight groups, primarily based on their 2022 UEFA club coefficients (CC). He scored four objectives in 21 games in his solely season. In Friday’s quarter-last matches, Germany took a 2-0 lead thanks to 2 goals from Grings, making her top goalscorer within the tournament so far. They have been unsuccessful in their opening match, going right down to Slovakia 2-0 in Bratislava on 3 September 2000. The Macedonians as soon as again didn’t qualify for the 2002 World Cup as they completed fourth in the group with seven factors. On 21 September 1949, Republic of Eire received the second match 2-0 which was played at Goodison Park, Liverpool and turned the primary non-British workforce to defeat England on their residence soil. In the 2014/15 season, Enzinger continued her good type scoring 14 goals, including a hat-trick on 6 September 2014, in a 6-zero dwelling win over USC Landhaus Wien.
 Italian Chamber of Deputies, additionally suggested that if Rimini had been to host the contest, it needs to be a co-production with San Marino RTV. Rimini and Bertinoro (jointly with Forlì and Cesena) on thirteen July. Bertinoro PalaGalassi Candidacy supported by Forlì, Cesena and the Legislative Assembly of Emilia-Romagna. Bologna Fiera di Bologna ‡ Candidacy supported by the Legislative Assembly of Emilia-Romagna. Rimini Rimini Fiera ‡ Candidacy supported by the Legislative Meeting of Emilia-Romagna. On 24 August, it was reported that Bologna, Milan, Pesaro, Rimini and Turin would be the cities left in the working to host the contest. Organised by the European Broadcasting Union (EBU) and host broadcaster Radiotelevisione italiana (RAI), the competition was held on the PalaOlimpico, and consisted of two semi-finals on 10 and 12 May, and a closing on 14 Could 2022. The three live exhibits had been presented by Italian tv presenter Alessandro Cattelan, Italian singer Laura Pausini and Lebanese-born British-French singer Mika. Host nation, France, obtained a full spots for men’s observe events and ladies’s workforce pursuit, madison, and omnium; following the conclusion of the final UCI Olympic rankings.
Italian Chamber of Deputies, additionally suggested that if Rimini had been to host the contest, it needs to be a co-production with San Marino RTV. Rimini and Bertinoro (jointly with Forlì and Cesena) on thirteen July. Bertinoro PalaGalassi Candidacy supported by Forlì, Cesena and the Legislative Assembly of Emilia-Romagna. Bologna Fiera di Bologna ‡ Candidacy supported by the Legislative Assembly of Emilia-Romagna. Rimini Rimini Fiera ‡ Candidacy supported by the Legislative Meeting of Emilia-Romagna. On 24 August, it was reported that Bologna, Milan, Pesaro, Rimini and Turin would be the cities left in the working to host the contest. Organised by the European Broadcasting Union (EBU) and host broadcaster Radiotelevisione italiana (RAI), the competition was held on the PalaOlimpico, and consisted of two semi-finals on 10 and 12 May, and a closing on 14 Could 2022. The three live exhibits had been presented by Italian tv presenter Alessandro Cattelan, Italian singer Laura Pausini and Lebanese-born British-French singer Mika. Host nation, France, obtained a full spots for men’s observe events and ladies’s workforce pursuit, madison, and omnium; following the conclusion of the final UCI Olympic rankings.

 If the first and second half winners are totally different, but one among them can also be the very best total group, then both teams progress directly to the Taiwan Series. Svava made her first appearances for the Denmark U16 crew in three games during a UEFA tournament in Eire in February 2015. She then took half within the Nordic Cup at the end of June and starting of July 2015. In September 2015 she was used in the U17 team in two pleasant matches towards Italy and scored her first international goal on September 8. In October she took half in the first qualifying round for the 2016 U17 European Championship. Second round (play-off stage): Sixteen groups (twelve group runners-up and 4 greatest Nations League group winners, based mostly on the Nations League overall ranking, that completed outdoors the highest two of their qualifying group) shall be drawn into four paths, enjoying two rounds of single-match play-offs (semi-finals with the seeded teams to host, followed by finals, with the house groups to be drawn).
If the first and second half winners are totally different, but one among them can also be the very best total group, then both teams progress directly to the Taiwan Series. Svava made her first appearances for the Denmark U16 crew in three games during a UEFA tournament in Eire in February 2015. She then took half within the Nordic Cup at the end of June and starting of July 2015. In September 2015 she was used in the U17 team in two pleasant matches towards Italy and scored her first international goal on September 8. In October she took half in the first qualifying round for the 2016 U17 European Championship. Second round (play-off stage): Sixteen groups (twelve group runners-up and 4 greatest Nations League group winners, based mostly on the Nations League overall ranking, that completed outdoors the highest two of their qualifying group) shall be drawn into four paths, enjoying two rounds of single-match play-offs (semi-finals with the seeded teams to host, followed by finals, with the house groups to be drawn). The ultimate overall rating, established on the conclusion of the competition, adjusts the interim general ranking by making an allowance for the results of the League A knockout stage and promotion/relegation play-offs. Whereas the interim total rankings can be based mostly on league rankings, explicitly ordering groups from greater leagues over these from lower ones, the ultimate total rankings will take into consideration the results of the League A knockout stage and promotion/relegation play-offs, updating the interim general rankings accordingly. Following the completion of the League A knockout stage and promotion/relegation play-offs, the ultimate general UEFA Nations League rankings are established. Inside each of the teams listed beneath, groups are ordered based mostly on their interim total ranking. Following the conclusion of the league section in November 2024, an interim overall ranking is established based on the results of each league. On 25 January 2023, the UEFA Govt Committee confirmed a modified format for the Nations League following the league section.
The ultimate overall rating, established on the conclusion of the competition, adjusts the interim general ranking by making an allowance for the results of the League A knockout stage and promotion/relegation play-offs. Whereas the interim total rankings can be based mostly on league rankings, explicitly ordering groups from greater leagues over these from lower ones, the ultimate total rankings will take into consideration the results of the League A knockout stage and promotion/relegation play-offs, updating the interim general rankings accordingly. Following the completion of the League A knockout stage and promotion/relegation play-offs, the ultimate general UEFA Nations League rankings are established. Inside each of the teams listed beneath, groups are ordered based mostly on their interim total ranking. Following the conclusion of the league section in November 2024, an interim overall ranking is established based on the results of each league. On 25 January 2023, the UEFA Govt Committee confirmed a modified format for the Nations League following the league section.


 This web page was last edited on 12 April 2024, at 15:Thirteen (UTC). This web page was final edited on 9 December 2023, at 14:06 (UTC). Belarus was originally allocated to take part in the primary half of the semi-remaining, but was disqualified from the contest after submitting entries in violation of the principles twice, and not offering an eligible entry earlier than the deadline. Armenia was originally allotted to take part in the second half of the semi-ultimate, however withdrew from the contest on account of its social and political crises within the aftermath of the Second Nagorno-Karabakh Battle. Ekaterinburg fought again in the final minutes of the second quarter, narrowing the result in 32-28 at the half. Within the 55th minute, Bobby Zamora, who had been a fitness doubt prior to the sport, was changed by Clint Dempsey, who turned the primary American to appear in a significant European football final. Dover race moved one week later, changing the Charlotte race and becoming the first race within the second round. France got here second with 499 points, with Switzerland (who won the jury vote), Iceland, Ukraine, Finland, Malta, Lithuania, Russia, and Greece finishing the top ten.
This web page was last edited on 12 April 2024, at 15:Thirteen (UTC). This web page was final edited on 9 December 2023, at 14:06 (UTC). Belarus was originally allocated to take part in the primary half of the semi-remaining, but was disqualified from the contest after submitting entries in violation of the principles twice, and not offering an eligible entry earlier than the deadline. Armenia was originally allotted to take part in the second half of the semi-ultimate, however withdrew from the contest on account of its social and political crises within the aftermath of the Second Nagorno-Karabakh Battle. Ekaterinburg fought again in the final minutes of the second quarter, narrowing the result in 32-28 at the half. Within the 55th minute, Bobby Zamora, who had been a fitness doubt prior to the sport, was changed by Clint Dempsey, who turned the primary American to appear in a significant European football final. Dover race moved one week later, changing the Charlotte race and becoming the first race within the second round. France got here second with 499 points, with Switzerland (who won the jury vote), Iceland, Ukraine, Finland, Malta, Lithuania, Russia, and Greece finishing the top ten. Nevertheless, on 20 March 2020, the reference group decided that, in accordance with the principles of the Eurovision Music Contest, the 2020 songs wouldn’t be eligible to compete within the 2021 contest. Following the cancellation of the 2020 contest, the EBU explored the choice of allowing the songs chosen for the 2020 contest to compete in the 2021 contest, which needed to be mentioned with the Eurovision Track Contest reference group and the nationwide broadcasters. The British, French, and Spanish artists had been then interviewed, and clips of their competing songs have been performed. The Dutch, German, and Italian artists were then interviewed, and clips of their competing songs had been performed. The Italian also drove for the AKKA ASP Team in the SRO competitions, being joined by new Mercedes factory driver Jules Gounon on a full-time foundation within the Endurance Cup and once once more partnering Timur Boguslavskiy in the Sprint Cup.
Nevertheless, on 20 March 2020, the reference group decided that, in accordance with the principles of the Eurovision Music Contest, the 2020 songs wouldn’t be eligible to compete within the 2021 contest. Following the cancellation of the 2020 contest, the EBU explored the choice of allowing the songs chosen for the 2020 contest to compete in the 2021 contest, which needed to be mentioned with the Eurovision Track Contest reference group and the nationwide broadcasters. The British, French, and Spanish artists had been then interviewed, and clips of their competing songs have been performed. The Dutch, German, and Italian artists were then interviewed, and clips of their competing songs had been performed. The Italian also drove for the AKKA ASP Team in the SRO competitions, being joined by new Mercedes factory driver Jules Gounon on a full-time foundation within the Endurance Cup and once once more partnering Timur Boguslavskiy in the Sprint Cup. In 2022, the Italian remained with Prema to contest the Italian F4 series, partnering Charlie Wurz, Conrad Laursen and Ferrari Academy members James Wharton and Rafael Câmara. In the primary championship, he was initially set to only contest spherical three, but health issues for Rafael Câmara meant Antonelli changed him within the season opener. In preparation for his important marketing campaign in 2022, Antonelli took half in part of the Formulation 4 UAE Championship. In October 2022, it was introduced Antonelli would characterize Group Italy within the F4 Cup self-discipline of the FIA Motorsport Games. Bomey, Nathan (30 October 2021). “Toyota bZ4X electric vehicle to arrive in 2022: Toyota’s first EV makes debut”. Hoffman, Connor (19 April 2021). “Toyota bZ4X Concept Previews First of Seven New bZ EVs”. Gauthier, Michael (19 April 2021). “Toyota’s bZ4X Idea Previews An Electric SUV Coming In 2022”. Carscoops. He took third place within the trophy race held in help of the 2021 Abu Dhabi Grand Prix. He would obtain front wing injury after clipping a kerb in Race 2 and was penalised for a collision with teammate Wharton in Race 3, demoting him from fourth to tenth. After Ronaldo was known as offside in the 59th minute – despite appearing to be stage with the final defender – Giggs stole the ball mid-means contained in the Barcelona half before enjoying the ball to Ronaldo on the left wing.
In 2022, the Italian remained with Prema to contest the Italian F4 series, partnering Charlie Wurz, Conrad Laursen and Ferrari Academy members James Wharton and Rafael Câmara. In the primary championship, he was initially set to only contest spherical three, but health issues for Rafael Câmara meant Antonelli changed him within the season opener. In preparation for his important marketing campaign in 2022, Antonelli took half in part of the Formulation 4 UAE Championship. In October 2022, it was introduced Antonelli would characterize Group Italy within the F4 Cup self-discipline of the FIA Motorsport Games. Bomey, Nathan (30 October 2021). “Toyota bZ4X electric vehicle to arrive in 2022: Toyota’s first EV makes debut”. Hoffman, Connor (19 April 2021). “Toyota bZ4X Concept Previews First of Seven New bZ EVs”. Gauthier, Michael (19 April 2021). “Toyota’s bZ4X Idea Previews An Electric SUV Coming In 2022”. Carscoops. He took third place within the trophy race held in help of the 2021 Abu Dhabi Grand Prix. He would obtain front wing injury after clipping a kerb in Race 2 and was penalised for a collision with teammate Wharton in Race 3, demoting him from fourth to tenth. After Ronaldo was known as offside in the 59th minute – despite appearing to be stage with the final defender – Giggs stole the ball mid-means contained in the Barcelona half before enjoying the ball to Ronaldo on the left wing. Italian racing driver who is at present competing in the 2024 Formulation 2 Championship with Prema Racing. Vertuno, Jim (March 23, 2024). “NASCAR brings out the ringers as Cup Collection levels first road course race of the season at COTA”. This web page was final edited on 12 March 2024, at 10:34 (UTC). Watkins, Gary (eleven March 2013). “Kobayashi joins Ferrari line-up”. In the course of the early 1980s, Israel played nearly all of its matches towards UEFA (Europe) groups, and competed in the European stage of qualification for the 1982 FIFA World Cup. Both the Czech Republic and Slovakia competed as a part of Czechoslovakia from 1960 to 1992. Czechoslovakia was succeeded by the Czech Republic and Slovakia from the 1996 qualification. The 2014 FIFA World Cup qualification was a sequence of tournaments organised by the six FIFA confederations. The first tournament was held in Spain in 1996 and featured solely six teams. If, after having applied standards 1 to 3, teams still have an equal rating, standards 1 to three are reapplied exclusively to the matches between the groups in query to determine their ultimate rankings. From every of the four divisions of the 2018-19 Nations League, the 4 greatest-ranked groups not already qualified for Euro 2020 filled in a play-off bracket for that division, and the winner of every bracket bought a spot in the Euros too.
Italian racing driver who is at present competing in the 2024 Formulation 2 Championship with Prema Racing. Vertuno, Jim (March 23, 2024). “NASCAR brings out the ringers as Cup Collection levels first road course race of the season at COTA”. This web page was final edited on 12 March 2024, at 10:34 (UTC). Watkins, Gary (eleven March 2013). “Kobayashi joins Ferrari line-up”. In the course of the early 1980s, Israel played nearly all of its matches towards UEFA (Europe) groups, and competed in the European stage of qualification for the 1982 FIFA World Cup. Both the Czech Republic and Slovakia competed as a part of Czechoslovakia from 1960 to 1992. Czechoslovakia was succeeded by the Czech Republic and Slovakia from the 1996 qualification. The 2014 FIFA World Cup qualification was a sequence of tournaments organised by the six FIFA confederations. The first tournament was held in Spain in 1996 and featured solely six teams. If, after having applied standards 1 to 3, teams still have an equal rating, standards 1 to three are reapplied exclusively to the matches between the groups in query to determine their ultimate rankings. From every of the four divisions of the 2018-19 Nations League, the 4 greatest-ranked groups not already qualified for Euro 2020 filled in a play-off bracket for that division, and the winner of every bracket bought a spot in the Euros too. Ramos, who scored the opening goal of the match, turned the fifth player to score in two Champions League finals. American singer Alicia Keys performed in the opening ceremony previous to the match, the first time the UEFA Champions League last featured a reside music performance. UEFA acknowledged that nations with the biggest markets when it comes to contribution to the European Qualifiers revenue can be drawn into one of many teams containing six groups. As teams A and B had six groups whereas the others had 5, in order to determine the three best second-placed groups from the qualifying group stage which advance directly to the ultimate tournament, solely the outcomes of the second-placed teams towards the first, third, fourth and fifth-positioned groups of their group are taken into account. The teams which completed backside of their group in Leagues A and B, as nicely because the losers from the relegation play-outs of League C, from the 2020-21 season moved down a league, whereas the group winners of Leagues B, C, and D moved up. England mechanically qualified as hosts of UEFA Euro 1996 while FR Yugoslavia were suspended on account of UN sanctions. Victory would safe a record fifth success in the competition, while victory for Liverpool would see them join Sevilla as probably the most successful workforce within the competitors with 4 victories.
Ramos, who scored the opening goal of the match, turned the fifth player to score in two Champions League finals. American singer Alicia Keys performed in the opening ceremony previous to the match, the first time the UEFA Champions League last featured a reside music performance. UEFA acknowledged that nations with the biggest markets when it comes to contribution to the European Qualifiers revenue can be drawn into one of many teams containing six groups. As teams A and B had six groups whereas the others had 5, in order to determine the three best second-placed groups from the qualifying group stage which advance directly to the ultimate tournament, solely the outcomes of the second-placed teams towards the first, third, fourth and fifth-positioned groups of their group are taken into account. The teams which completed backside of their group in Leagues A and B, as nicely because the losers from the relegation play-outs of League C, from the 2020-21 season moved down a league, whereas the group winners of Leagues B, C, and D moved up. England mechanically qualified as hosts of UEFA Euro 1996 while FR Yugoslavia were suspended on account of UN sanctions. Victory would safe a record fifth success in the competition, while victory for Liverpool would see them join Sevilla as probably the most successful workforce within the competitors with 4 victories. Liverpool had been the primary team since Bayern Munich in 2011-12 to succeed in the final having certified for the competitors via the play-off spherical. This possibility ended after Basel was eliminated in the spherical of sixteen by Sevilla. Sevilla took the lead within the 64th minute when captain Coke scored. Sevilla missed two more chances to attain before they went in entrance in the 64th minute when Coke scored with a low proper foot shot to the nook of the net from twenty yards. The first half completed with Dortmund two goals up which meant Liverpool wanted to score three to progress due to the away targets rule. 5 minutes later, Dani Carvajal received the first yellow card of the match after a late tackle on Antoine Griezmann. Milan in 1995 and Juventus in 1998. They have been the first crew in the Champions League era, and the fourth general, to win three straight finals, a feat solely achieved by the actual Madrid aspect of the 1950s, as they went on to win a document five successive finals, as nicely because the Ajax and Bayern Munich squads of the 1970s in 1973 and 1976, respectively.
Liverpool had been the primary team since Bayern Munich in 2011-12 to succeed in the final having certified for the competitors via the play-off spherical. This possibility ended after Basel was eliminated in the spherical of sixteen by Sevilla. Sevilla took the lead within the 64th minute when captain Coke scored. Sevilla missed two more chances to attain before they went in entrance in the 64th minute when Coke scored with a low proper foot shot to the nook of the net from twenty yards. The first half completed with Dortmund two goals up which meant Liverpool wanted to score three to progress due to the away targets rule. 5 minutes later, Dani Carvajal received the first yellow card of the match after a late tackle on Antoine Griezmann. Milan in 1995 and Juventus in 1998. They have been the first crew in the Champions League era, and the fourth general, to win three straight finals, a feat solely achieved by the actual Madrid aspect of the 1950s, as they went on to win a document five successive finals, as nicely because the Ajax and Bayern Munich squads of the 1970s in 1973 and 1976, respectively. After Liverpool’s Sadio Mané cancelled out Karim Benzema’s opener for Real Madrid, two goals from man of the match Gareth Bale proved the distinction in a 3-1 win for the Spaniards, making them the primary staff to win three again-to-again titles in Champions League period and the first since Bayern Munich defeated Saint-Étienne within the 1976 European Cup closing; it was additionally their fourth title in 5 seasons and their thirteenth European Cup total. Dortmund scored two early objectives within the second leg at Anfield courtesy of Henrikh Mkhitaryan and Pierre-Emerick Aubameyang. Liverpool went ahead in the seventh minute of the second leg at Anfield when Bruno Soriano scored an personal goal. Liverpool have been drawn against domestic rivals Manchester United in the spherical of 16. Liverpool went ahead in the primary leg at Anfield in the 2oth minute when Daniel Sturridge converted a penalty after Nathaniel Clyne was fouled within the United penalty area by Memphis Depay. England led 1-0 due to a Williams penalty just earlier than half-time; nonetheless, objectives from Panico and Tuttino gave Italy the victory.
After Liverpool’s Sadio Mané cancelled out Karim Benzema’s opener for Real Madrid, two goals from man of the match Gareth Bale proved the distinction in a 3-1 win for the Spaniards, making them the primary staff to win three again-to-again titles in Champions League period and the first since Bayern Munich defeated Saint-Étienne within the 1976 European Cup closing; it was additionally their fourth title in 5 seasons and their thirteenth European Cup total. Dortmund scored two early objectives within the second leg at Anfield courtesy of Henrikh Mkhitaryan and Pierre-Emerick Aubameyang. Liverpool went ahead in the seventh minute of the second leg at Anfield when Bruno Soriano scored an personal goal. Liverpool have been drawn against domestic rivals Manchester United in the spherical of 16. Liverpool went ahead in the primary leg at Anfield in the 2oth minute when Daniel Sturridge converted a penalty after Nathaniel Clyne was fouled within the United penalty area by Memphis Depay. England led 1-0 due to a Williams penalty just earlier than half-time; nonetheless, objectives from Panico and Tuttino gave Italy the victory. Subsequent victories over Sweden and tournament co-hosts Ukraine resulted in a quarter-closing match towards Italy. The 2018 UEFA Champions League ultimate was the ultimate match of the 2017-18 UEFA Champions League, the 63rd season of Europe’s premier membership football tournament organised by UEFA, and the twenty sixth season because it was renamed from the European Cup to the UEFA Champions League. Had they won the ultimate, they might have turn out to be the primary Spanish club and the fifth membership overall to have gained all three main European trophies (European Cup/Champions League, UEFA Cup/Europa League and the now-defunct Cup Winners’ Cup). It was the second-tier competition of European membership football,
Subsequent victories over Sweden and tournament co-hosts Ukraine resulted in a quarter-closing match towards Italy. The 2018 UEFA Champions League ultimate was the ultimate match of the 2017-18 UEFA Champions League, the 63rd season of Europe’s premier membership football tournament organised by UEFA, and the twenty sixth season because it was renamed from the European Cup to the UEFA Champions League. Had they won the ultimate, they might have turn out to be the primary Spanish club and the fifth membership overall to have gained all three main European trophies (European Cup/Champions League, UEFA Cup/Europa League and the now-defunct Cup Winners’ Cup). It was the second-tier competition of European membership football,  In whole, 81 nations took half in the regional qualification process, from which eight groups certified for the T20 World Cup. The same branding was additionally used for the European qualifiers for the 2018 World Cup. It was conceived in Paris in 1955 as the European Champion Clubs’ Cup. This situation pressured the workforce, who had certified for 2005-06 UEFA Champions League, to play at the Stade de France for its European matches. Arena Națională was one of many stadiums that hosted matches for the UEFA Euro 2020. Three Group C matches and a Spherical of sixteen recreation were performed there. Manchester United, however, had a dropping report towards Spanish teams; they had misplaced 11 and gained 10 of their 37 matches. The venue additionally holds the file for the highest residence attendance of the Slovenia national team, as 16,432 spectators gathered for the ultimate match of the UEFA Euro 2024 qualifiers against Kazakhstan on 20 November 2023, which saw Slovenia qualify for the 2024 Euros. One user can play through the UEFA Euro 2012 finals. The Swiss driver was joined by Daniel Juncadella, another manufacturing facility driver of the German model, for the remaining three rounds, the place he took three additional podiums as well as two pole positions, which enabled him to clinch the title one race early at the Hockenheimring.
In whole, 81 nations took half in the regional qualification process, from which eight groups certified for the T20 World Cup. The same branding was additionally used for the European qualifiers for the 2018 World Cup. It was conceived in Paris in 1955 as the European Champion Clubs’ Cup. This situation pressured the workforce, who had certified for 2005-06 UEFA Champions League, to play at the Stade de France for its European matches. Arena Națională was one of many stadiums that hosted matches for the UEFA Euro 2020. Three Group C matches and a Spherical of sixteen recreation were performed there. Manchester United, however, had a dropping report towards Spanish teams; they had misplaced 11 and gained 10 of their 37 matches. The venue additionally holds the file for the highest residence attendance of the Slovenia national team, as 16,432 spectators gathered for the ultimate match of the UEFA Euro 2024 qualifiers against Kazakhstan on 20 November 2023, which saw Slovenia qualify for the 2024 Euros. One user can play through the UEFA Euro 2012 finals. The Swiss driver was joined by Daniel Juncadella, another manufacturing facility driver of the German model, for the remaining three rounds, the place he took three additional podiums as well as two pole positions, which enabled him to clinch the title one race early at the Hockenheimring. He received opening race at Misano and race at Varano and amassed one other two podiums it introduced him third place in standings. The gap the staff had amassed meant that a fifth-positioned end at Barcelona was enough to clinch back-to-back titles for Marciello and Gounon. In January 2024, he was introduced to be making his debut within the FIA World Endurance Championship in the top-flight Hypercar class, driving for factory-backed Group WRT in a BMW M Hybrid V8 alongside Dries Vanthoor and Marco Wittmann. The qualifying process commenced a month after the 2006 World Cup. The draw for the primary knockout spherical of the competition came about on 15 December 2006 in Nyon, croatia euro shirt –
He received opening race at Misano and race at Varano and amassed one other two podiums it introduced him third place in standings. The gap the staff had amassed meant that a fifth-positioned end at Barcelona was enough to clinch back-to-back titles for Marciello and Gounon. In January 2024, he was introduced to be making his debut within the FIA World Endurance Championship in the top-flight Hypercar class, driving for factory-backed Group WRT in a BMW M Hybrid V8 alongside Dries Vanthoor and Marco Wittmann. The qualifying process commenced a month after the 2006 World Cup. The draw for the primary knockout spherical of the competition came about on 15 December 2006 in Nyon, croatia euro shirt – 
 In the previous collection, Marciello and Gounon had been able to mount a title charge, taking second locations at Monza, a race which Marciello led during the opening stint, and at the Nürburgring, where the workforce ran in second for the vast majority of the competition. The Italian additionally drove for the AKKA ASP Crew in the SRO competitions, being joined by new Mercedes factory driver Jules Gounon on a full-time basis within the Endurance Cup and once once more partnering Timur Boguslavskiy within the Sprint Cup. The Italian impressed in his debut 12 months, scoring two podiums in the Dash and Endurance cups respectively. The Swiss driver was capable of stamp his mark on the Dash Cup marketing campaign as nicely, which began with a victory apiece at Brands Hatch and Misano, with dominant opening stints from Marciello being the catalysts for achievement. Their campaign in the Endurance Cup proved less fortunate, as retirements in two races noticed the Italian end up twenty fifth general. FIA World Endurance Championship.
In the previous collection, Marciello and Gounon had been able to mount a title charge, taking second locations at Monza, a race which Marciello led during the opening stint, and at the Nürburgring, where the workforce ran in second for the vast majority of the competition. The Italian additionally drove for the AKKA ASP Crew in the SRO competitions, being joined by new Mercedes factory driver Jules Gounon on a full-time basis within the Endurance Cup and once once more partnering Timur Boguslavskiy within the Sprint Cup. The Italian impressed in his debut 12 months, scoring two podiums in the Dash and Endurance cups respectively. The Swiss driver was capable of stamp his mark on the Dash Cup marketing campaign as nicely, which began with a victory apiece at Brands Hatch and Misano, with dominant opening stints from Marciello being the catalysts for achievement. Their campaign in the Endurance Cup proved less fortunate, as retirements in two races noticed the Italian end up twenty fifth general. FIA World Endurance Championship.
 Being a transcontinental nation, Kazakhstan joined UEFA in 2002. They had to attend till the 2002 FIFA World Cup finished on June 30 earlier than making the swap, as they’d entered the tournament as an AFC member. As within the males’s game, the new tournament aimed to include runners-up of the highest women’s soccer leagues in Europe. The UEFA Girls’s Championship is a daily tournament involving European nationwide teams from nations affiliated to UEFA, the European governing physique, who’ve qualified for the competitors. 2014 1 August: Single Euro Payments Area (SEPA) becomes totally operational in all Eurozone nations. Andorra started minting coins in 2014, so as of 2023 there are 24 nations with their very own nationwide sides. There is particular person nationwide laws in place which governs the mintage of coins issued from each nation. All elements of a rustic are normally a part of SEPA. The Belgian coins from 2009 onwards present the original royal portrait of 1999, however in any other case keep the brand new 2008 coin design as far as the nation identification and yr mark are involved.
Being a transcontinental nation, Kazakhstan joined UEFA in 2002. They had to attend till the 2002 FIFA World Cup finished on June 30 earlier than making the swap, as they’d entered the tournament as an AFC member. As within the males’s game, the new tournament aimed to include runners-up of the highest women’s soccer leagues in Europe. The UEFA Girls’s Championship is a daily tournament involving European nationwide teams from nations affiliated to UEFA, the European governing physique, who’ve qualified for the competitors. 2014 1 August: Single Euro Payments Area (SEPA) becomes totally operational in all Eurozone nations. Andorra started minting coins in 2014, so as of 2023 there are 24 nations with their very own nationwide sides. There is particular person nationwide laws in place which governs the mintage of coins issued from each nation. All elements of a rustic are normally a part of SEPA. The Belgian coins from 2009 onwards present the original royal portrait of 1999, however in any other case keep the brand new 2008 coin design as far as the nation identification and yr mark are involved.

 This can often be the third-place workforce, but when the winner of the Bulgarian Cup (which earns an automated Europa League place) is in the highest three of the playoff, the fourth-place team will take its place. After each Clausura, the crew with the lowest factors-per-game whole for the earlier six tournaments (three years, counting solely Liga MX games) is relegated to Ascenso MX to be replaced by that league’s champion (if eligible). Beginning within the 2007-08 season, Superleague Greece instituted a playoff system to find out all of its locations in European competitors for the next season, apart from these of the league champion and the cup winner. A slow start dropped him to third, and was later handed by Vettel following the pit stops. The winner of the playoff remains in the primary League for the next season. A match of equal chances and decided play, each regular time objectives have been scored within the second half; the primary was set-up by England’s Keira Walsh, who can be named player of the match. To be eligible, a player should be a British passport holder who was born in Gibraltar, or has Gibraltarian mother and father or grandparents, or has attended college for five years locally.
This can often be the third-place workforce, but when the winner of the Bulgarian Cup (which earns an automated Europa League place) is in the highest three of the playoff, the fourth-place team will take its place. After each Clausura, the crew with the lowest factors-per-game whole for the earlier six tournaments (three years, counting solely Liga MX games) is relegated to Ascenso MX to be replaced by that league’s champion (if eligible). Beginning within the 2007-08 season, Superleague Greece instituted a playoff system to find out all of its locations in European competitors for the next season, apart from these of the league champion and the cup winner. A slow start dropped him to third, and was later handed by Vettel following the pit stops. The winner of the playoff remains in the primary League for the next season. A match of equal chances and decided play, each regular time objectives have been scored within the second half; the primary was set-up by England’s Keira Walsh, who can be named player of the match. To be eligible, a player should be a British passport holder who was born in Gibraltar, or has Gibraltarian mother and father or grandparents, or has attended college for five years locally.
 Its present capability is 70,050 and it’s used by the Ukraine nationwide football crew, Dynamo Kyiv, and major domestic matches like the Ukrainian Cup. Part 2 will probably be performed between November 2024 and will 2025. Like in earlier cycles, 32 teams will be divided into eight groups of four, to be performed as spherical-robin tournaments. Like the English playoffs, the Italian playoffs make use of two-legged semi-finals, with the higher finisher in the league table incomes house advantage in the second leg. Organised by the European Broadcasting Union (EBU) and host broadcaster Radiotelevisione italiana (RAI), the contest was held at the PalaOlimpico, and consisted of two semi-finals on 10 and 12 Could, and a last on 14 Could 2022. The three dwell shows were introduced by Italian television presenter Alessandro Cattelan, Italian singer Laura Pausini and Lebanese-born British-French singer Mika. Sky TG24 (in Italian). France won their fourth title after a win over Denmark, while Sweden captured the bronze medal over Germany. Ukrainian and the primary tune with hip-hop components to win the contest. Carrasco’s second-half equaliser made him the first Belgian to attain in a Champions League remaining. Following Yugoslavia’s expulsion from the competition in 1992, Denmark had been invited to take their place and qualified for the ultimate the place they confronted a workforce from the newly reunified Germany.
Its present capability is 70,050 and it’s used by the Ukraine nationwide football crew, Dynamo Kyiv, and major domestic matches like the Ukrainian Cup. Part 2 will probably be performed between November 2024 and will 2025. Like in earlier cycles, 32 teams will be divided into eight groups of four, to be performed as spherical-robin tournaments. Like the English playoffs, the Italian playoffs make use of two-legged semi-finals, with the higher finisher in the league table incomes house advantage in the second leg. Organised by the European Broadcasting Union (EBU) and host broadcaster Radiotelevisione italiana (RAI), the contest was held at the PalaOlimpico, and consisted of two semi-finals on 10 and 12 Could, and a last on 14 Could 2022. The three dwell shows were introduced by Italian television presenter Alessandro Cattelan, Italian singer Laura Pausini and Lebanese-born British-French singer Mika. Sky TG24 (in Italian). France won their fourth title after a win over Denmark, while Sweden captured the bronze medal over Germany. Ukrainian and the primary tune with hip-hop components to win the contest. Carrasco’s second-half equaliser made him the first Belgian to attain in a Champions League remaining. Following Yugoslavia’s expulsion from the competition in 1992, Denmark had been invited to take their place and qualified for the ultimate the place they confronted a workforce from the newly reunified Germany.

 On 9 July 2021, town of Turin formally introduced its bid. On thirteen July, RAI introduced that 17 cities had submitted their bid for hosting the competition and could be supplied the next day with the bid books. The EBU reported that the contest had a television viewers of 161 million viewers in 34 European markets, a decrease of twenty-two million viewers from the earlier version, however, it’s famous that that is because of the exclusion of Russia and the lack of viewers figures from Ukraine, with the general figures up by 7 million viewers in a comparable market from 2021. A rise of three per cent in the 15-24 year previous age vary was additionally reported. The venue returned to its full capability for the contest, after the previous edition in Rotterdam noticed a limited audience of 3,500 folks as a precaution in opposition to the COVID-19 pandemic. City Venue Notes Ref. The stadium is owned by town of Vienna (Municipal Division 51 – Sports activities of the town of Vienna). On March 26, 2024, Ukraine qualified for UEFA Euro 2024 in Germany, beating Iceland 2-1 in the play-off final on the Wrocław Stadium in Poland. This page was last edited on 14 April 2024, at 20:44 (UTC).
On 9 July 2021, town of Turin formally introduced its bid. On thirteen July, RAI introduced that 17 cities had submitted their bid for hosting the competition and could be supplied the next day with the bid books. The EBU reported that the contest had a television viewers of 161 million viewers in 34 European markets, a decrease of twenty-two million viewers from the earlier version, however, it’s famous that that is because of the exclusion of Russia and the lack of viewers figures from Ukraine, with the general figures up by 7 million viewers in a comparable market from 2021. A rise of three per cent in the 15-24 year previous age vary was additionally reported. The venue returned to its full capability for the contest, after the previous edition in Rotterdam noticed a limited audience of 3,500 folks as a precaution in opposition to the COVID-19 pandemic. City Venue Notes Ref. The stadium is owned by town of Vienna (Municipal Division 51 – Sports activities of the town of Vienna). On March 26, 2024, Ukraine qualified for UEFA Euro 2024 in Germany, beating Iceland 2-1 in the play-off final on the Wrocław Stadium in Poland. This page was last edited on 14 April 2024, at 20:44 (UTC).
 Seven of the eight teams needed to qualify for the ultimate stage; Sweden qualified robotically as hosts of the event. The ultimate end result was 4-2 to Italy. UEFA Euro 1968 1st DNQ Tournament played in Italy. The stadium can be one of the venues for the UEFA Euro 2024. Nevertheless, on account of sponsorship contracts, the arena will likely be known as “Cologne Stadium” in the course of the tournament. His efficiency towards AS Nancy on 20 September 2012 drew comparability to Zlatan Ibrahimović after he set up one of many membership’s two objectives in the game, with a 2-zero win. The Japanese market Corolla Cross was unveiled on 14 September 2021, with a differentiated front fascia from the worldwide model (later shared with the Chinese language market Frontlander and the North American market Corolla Cross Hybrid S/SE/XSE), headlight and taillight clusters (later shared with the European model), and the dedicated Corolla “C” entrance logo. ESCplus España (in European Spanish). Estadio Deportivo (in Spanish). Eurovision-Spain (in European Spanish). Redacción verTele (in European Spanish). Paolo Valeri of Italy was appointed as the video assistant referee, the primary use of the technology in the final of a UEFA Girls’s Championship.
Seven of the eight teams needed to qualify for the ultimate stage; Sweden qualified robotically as hosts of the event. The ultimate end result was 4-2 to Italy. UEFA Euro 1968 1st DNQ Tournament played in Italy. The stadium can be one of the venues for the UEFA Euro 2024. Nevertheless, on account of sponsorship contracts, the arena will likely be known as “Cologne Stadium” in the course of the tournament. His efficiency towards AS Nancy on 20 September 2012 drew comparability to Zlatan Ibrahimović after he set up one of many membership’s two objectives in the game, with a 2-zero win. The Japanese market Corolla Cross was unveiled on 14 September 2021, with a differentiated front fascia from the worldwide model (later shared with the Chinese language market Frontlander and the North American market Corolla Cross Hybrid S/SE/XSE), headlight and taillight clusters (later shared with the European model), and the dedicated Corolla “C” entrance logo. ESCplus España (in European Spanish). Estadio Deportivo (in Spanish). Eurovision-Spain (in European Spanish). Redacción verTele (in European Spanish). Paolo Valeri of Italy was appointed as the video assistant referee, the primary use of the technology in the final of a UEFA Girls’s Championship.
 On 1 January 2002 the euro notes and coins had been formally launched into circulation in many European countries, together with Germany, where the Deutsche Mark used to be an official forex. The disaster continued with S&P downgrading the credit score score of nine euro-space international locations, including France, then downgrading all the European Monetary Stability Facility (EFSF) fund. The use was eventually acknowledged by the European Commission via a selected approach, which took into consideration that euroisation happened on account of “extraordinary circumstances” present in the country when the euro was launched. Within the early twentieth century, through the quick-lived Kingdom of Montenegro, the federal government launched the Montenegrin perper from 1906 to 1918. However, other international currencies had been used in parallel, such because the Austrian krone. 27 member states of the European Union, the four member states of the European Free Trade Affiliation (Iceland, Liechtenstein, Norway and Switzerland), and the United Kingdom. From 1922 to 1941, as a part of the Kingdom of Serbs, Croats, and Slovenes, later known as the Kingdom of Yugoslavia, Montenegro used the country’s official currency, the Yugoslav dinar.
On 1 January 2002 the euro notes and coins had been formally launched into circulation in many European countries, together with Germany, where the Deutsche Mark used to be an official forex. The disaster continued with S&P downgrading the credit score score of nine euro-space international locations, including France, then downgrading all the European Monetary Stability Facility (EFSF) fund. The use was eventually acknowledged by the European Commission via a selected approach, which took into consideration that euroisation happened on account of “extraordinary circumstances” present in the country when the euro was launched. Within the early twentieth century, through the quick-lived Kingdom of Montenegro, the federal government launched the Montenegrin perper from 1906 to 1918. However, other international currencies had been used in parallel, such because the Austrian krone. 27 member states of the European Union, the four member states of the European Free Trade Affiliation (Iceland, Liechtenstein, Norway and Switzerland), and the United Kingdom. From 1922 to 1941, as a part of the Kingdom of Serbs, Croats, and Slovenes, later known as the Kingdom of Yugoslavia, Montenegro used the country’s official currency, the Yugoslav dinar. The government established a twin foreign money system, during which both the dinar and Deutsche Mark can be used. Thus the Deutsche Mark ceased to be authorized tender immediately upon the adoption of the euro. Bogetic, Z., Petrovic, P., Vujosevic, Z.,(1999) “The Yugoslav Hyperinflation of 1992-1994: Causes, Dynamics, and Cash Provide Process”, “Yugoslavia: Montenegro Adopts German Mark As Currency”. Fabris, N. (2014) “The Historical past of cash in Montenegro”, Central Financial institution of Montenegro and College of Economics, Belgrade College. Razmi, A.,(2018) “Montenegro’s Unilateral Euroization”, UMASS Amherst Economics Working Papers 2018-13, University of Massachusetts Amherst, Division of Economics. 1500 to 1850: Ulrich Pfister, 2010. “Shopper costs and wages in Germany, 1500 – 1850,” CQE Working Papers 1510, Center for Quantitative Economics (CQE), University of Muenster. Abrams, Jonathan (17 November 2010). “An N.B.A. Transfer That Crossed an Ocean”. Mason, Beckley (March 17, 2010). “Let me see you Euro Step”. Central Financial institution of Montenegro officials have indicated on a number of occasions that the European establishments anticipate Montenegro to adhere very strictly to ERM rules, as part of the accession procedures to the European Union. Palgrave Macmillan Research in Banking and Monetary Establishments. On account of that, Montenegro still continues to use the euro currency as its legal tender and hopes to affix the European Union as quickly as doable.
The government established a twin foreign money system, during which both the dinar and Deutsche Mark can be used. Thus the Deutsche Mark ceased to be authorized tender immediately upon the adoption of the euro. Bogetic, Z., Petrovic, P., Vujosevic, Z.,(1999) “The Yugoslav Hyperinflation of 1992-1994: Causes, Dynamics, and Cash Provide Process”, “Yugoslavia: Montenegro Adopts German Mark As Currency”. Fabris, N. (2014) “The Historical past of cash in Montenegro”, Central Financial institution of Montenegro and College of Economics, Belgrade College. Razmi, A.,(2018) “Montenegro’s Unilateral Euroization”, UMASS Amherst Economics Working Papers 2018-13, University of Massachusetts Amherst, Division of Economics. 1500 to 1850: Ulrich Pfister, 2010. “Shopper costs and wages in Germany, 1500 – 1850,” CQE Working Papers 1510, Center for Quantitative Economics (CQE), University of Muenster. Abrams, Jonathan (17 November 2010). “An N.B.A. Transfer That Crossed an Ocean”. Mason, Beckley (March 17, 2010). “Let me see you Euro Step”. Central Financial institution of Montenegro officials have indicated on a number of occasions that the European establishments anticipate Montenegro to adhere very strictly to ERM rules, as part of the accession procedures to the European Union. Palgrave Macmillan Research in Banking and Monetary Establishments. On account of that, Montenegro still continues to use the euro currency as its legal tender and hopes to affix the European Union as quickly as doable.
 This was Arsenal’s first UEFA Cup (sixth in whole) European ultimate. On 28 July 2023, UEFA received request from TFF and FGIC to merge their 2032 internet hosting bids into a combined bid. Nonetheless, Slovenia began the UEFA Euro 2012 qualifiers with an unexpected house defeat towards Northern Eire. UEFA Euro 2016 qualifying – eight September 2015 between Macedonia and Spain. September twenty sixth, the Federal Trade Fee, led by its rising star Lena Khan, began a lawsuit against the world’s greatest e-commerce big, Amazon, for antitrust causes associated to its domination of on-line procuring providers and undermining competitors. Curcic, Ivan (September 11, 2023). “Plenty of nationwide clashes in Euro Cup qualifications; Vasas begins title defense from Budapest”. The AC200 sequence Yaris Cross was launched in Panama on 13 October 2023. It is offered in two grades: Base and Full, each are only powered by the 1.5-litre 2NR-VE petrol engine mated to a CVT. Ilott began the 2023 IndyCar season on the Grand Prix of St. Petersburg the place he finished fifth, his finest finish in the sequence. He would inherit second initially after a multi-automobile shunt, which was the place he would finish. To emulate a defender making an attempt to take a cost, Trninic would place a chair in the course of the lane and instruct players to dribble from the 3-level line and attempt to finish on the rim.
This was Arsenal’s first UEFA Cup (sixth in whole) European ultimate. On 28 July 2023, UEFA received request from TFF and FGIC to merge their 2032 internet hosting bids into a combined bid. Nonetheless, Slovenia began the UEFA Euro 2012 qualifiers with an unexpected house defeat towards Northern Eire. UEFA Euro 2016 qualifying – eight September 2015 between Macedonia and Spain. September twenty sixth, the Federal Trade Fee, led by its rising star Lena Khan, began a lawsuit against the world’s greatest e-commerce big, Amazon, for antitrust causes associated to its domination of on-line procuring providers and undermining competitors. Curcic, Ivan (September 11, 2023). “Plenty of nationwide clashes in Euro Cup qualifications; Vasas begins title defense from Budapest”. The AC200 sequence Yaris Cross was launched in Panama on 13 October 2023. It is offered in two grades: Base and Full, each are only powered by the 1.5-litre 2NR-VE petrol engine mated to a CVT. Ilott began the 2023 IndyCar season on the Grand Prix of St. Petersburg the place he finished fifth, his finest finish in the sequence. He would inherit second initially after a multi-automobile shunt, which was the place he would finish. To emulate a defender making an attempt to take a cost, Trninic would place a chair in the course of the lane and instruct players to dribble from the 3-level line and attempt to finish on the rim.
 In July 2016, Porto Metro announced that a further infill station, Modivas Norte, might be added at the Model Outlet. The competition will probably be held from September to November 2024 (league phase), March 2025 (League A quarter-finals, and League A/B and B/C play-offs), June 2025 (Nations League Finals) and March 2026 (League C/D play-offs). The league part of the competition was performed between September and December 2023, with the finals tournament happening in February 2024. The results also determined the leagues for the UEFA Girls’s Euro 2025 qualifying competition, and which two teams (along with hosts France) qualified for the 2024 Summer Olympics in Paris. These eleven teams and the hosts accomplished the 12-team lineup for the competitors. As well as, the competition featured promotion and relegation, taking impact in UEFA Ladies’s Euro 2025 qualifying (which makes use of an identical league construction). In the top division, League A, the group winners and runners-up will advance to a brand new quarter-last spherical, played home-and-away over two legs in March 2025. In each tie, group winners will face a runner-up from a unique group, with the group winner internet hosting the second leg. The 4 quarter-remaining winners will qualify for the Nations League Finals, retaining its earlier format, which is performed in a knockout format, consisting of the semi-finals, third place play-off, and remaining.
In July 2016, Porto Metro announced that a further infill station, Modivas Norte, might be added at the Model Outlet. The competition will probably be held from September to November 2024 (league phase), March 2025 (League A quarter-finals, and League A/B and B/C play-offs), June 2025 (Nations League Finals) and March 2026 (League C/D play-offs). The league part of the competition was performed between September and December 2023, with the finals tournament happening in February 2024. The results also determined the leagues for the UEFA Girls’s Euro 2025 qualifying competition, and which two teams (along with hosts France) qualified for the 2024 Summer Olympics in Paris. These eleven teams and the hosts accomplished the 12-team lineup for the competitors. As well as, the competition featured promotion and relegation, taking impact in UEFA Ladies’s Euro 2025 qualifying (which makes use of an identical league construction). In the top division, League A, the group winners and runners-up will advance to a brand new quarter-last spherical, played home-and-away over two legs in March 2025. In each tie, group winners will face a runner-up from a unique group, with the group winner internet hosting the second leg. The 4 quarter-remaining winners will qualify for the Nations League Finals, retaining its earlier format, which is performed in a knockout format, consisting of the semi-finals, third place play-off, and remaining. The rivalry is further intensified when Irish-born players or players of Irish descent change allegiances to England, with Declan Rice and Jack Grealish being the latest examples, as both represented Republic of Eire from U16 to U21 levels, then switched to England at senior stage. Bold gamers nonetheless energetic. Featuring articulated trucks across a condensed depiction of the continent, players drive their truck (or a quick job truck, if they don’t have their own truck) and decide up cargo from various locations and ship it to their destination. An open draw determined the pairings and residence teams for the semi-closing matches, as well as which semi-ultimate will have its teams host the third-place play-off and final. The groups are allocated to leagues primarily based on the 2022-23 UEFA Nations League overall rating. Promotion/relegation matches were additionally held on a home-and-away foundation, happening in parallel with the Nations League Finals, to determine which groups would promoted, relegated or stay of their respective leagues. Groups who had been unsuccessful in the UEFA Euro 2024 qualifying group stage could still qualify for the final tournament by way of the play-offs. For political reasons, Armenia and Azerbaijan (because of the Nagorno-Karabakh battle), as well as Belarus and Ukraine (because of the Belarusian involvement within the Russian invasion of Ukraine), couldn’t be drawn in the same group.
The rivalry is further intensified when Irish-born players or players of Irish descent change allegiances to England, with Declan Rice and Jack Grealish being the latest examples, as both represented Republic of Eire from U16 to U21 levels, then switched to England at senior stage. Bold gamers nonetheless energetic. Featuring articulated trucks across a condensed depiction of the continent, players drive their truck (or a quick job truck, if they don’t have their own truck) and decide up cargo from various locations and ship it to their destination. An open draw determined the pairings and residence teams for the semi-closing matches, as well as which semi-ultimate will have its teams host the third-place play-off and final. The groups are allocated to leagues primarily based on the 2022-23 UEFA Nations League overall rating. Promotion/relegation matches were additionally held on a home-and-away foundation, happening in parallel with the Nations League Finals, to determine which groups would promoted, relegated or stay of their respective leagues. Groups who had been unsuccessful in the UEFA Euro 2024 qualifying group stage could still qualify for the final tournament by way of the play-offs. For political reasons, Armenia and Azerbaijan (because of the Nagorno-Karabakh battle), as well as Belarus and Ukraine (because of the Belarusian involvement within the Russian invasion of Ukraine), couldn’t be drawn in the same group. This is able to have violated EBU guidelines requiring member broadcasters to have their own inner news departments. Tunisia is eligible to participate, but has not as a consequence of legal guidelines banning the promotion of Israeli content, while the Gulf states wouldn’t have national broadcasters with EBU membership. Within the week of 27 August 2018, executive supervisor Jon Ola Sand led a handful of EBU delegates around Israel to take a look at potential venues in Jerusalem and Tel Aviv and to hear the bid from Eilat. The “Orange Carpet” occasion, the place the contestants and their delegations are introduced earlier than the accredited press and fans, occurred at Habima Sq. in central Tel Aviv on 12 Might 2019, adopted by the Opening Ceremony on the Charles Bronfman Auditorium. Unlike the Eurovision Village, entry to the EuroClub was restricted to accredited followers, delegates, and press. The EuroClub was situated at Hangar 11 in Tel Aviv Port and was the venue for the official after-parties and private performances by contest participants. There it was possible to observe performances by native artists, as effectively as the stay shows broadcast from the primary venue. The lead-as much as the competition was met with controversy on multiple fronts, totally on points surrounding the Israeli-Palestinian battle – this eventually led to demonstrations by interval act performer Madonna and Icelandic entrants Hatari in the course of the broadcast of the final.
This is able to have violated EBU guidelines requiring member broadcasters to have their own inner news departments. Tunisia is eligible to participate, but has not as a consequence of legal guidelines banning the promotion of Israeli content, while the Gulf states wouldn’t have national broadcasters with EBU membership. Within the week of 27 August 2018, executive supervisor Jon Ola Sand led a handful of EBU delegates around Israel to take a look at potential venues in Jerusalem and Tel Aviv and to hear the bid from Eilat. The “Orange Carpet” occasion, the place the contestants and their delegations are introduced earlier than the accredited press and fans, occurred at Habima Sq. in central Tel Aviv on 12 Might 2019, adopted by the Opening Ceremony on the Charles Bronfman Auditorium. Unlike the Eurovision Village, entry to the EuroClub was restricted to accredited followers, delegates, and press. The EuroClub was situated at Hangar 11 in Tel Aviv Port and was the venue for the official after-parties and private performances by contest participants. There it was possible to observe performances by native artists, as effectively as the stay shows broadcast from the primary venue. The lead-as much as the competition was met with controversy on multiple fronts, totally on points surrounding the Israeli-Palestinian battle – this eventually led to demonstrations by interval act performer Madonna and Icelandic entrants Hatari in the course of the broadcast of the final.


 Norway entered four highway cyclists (two male and two feminine). As the host nation, France entered two weightlifters into the Olympic competitors. As the host nation, France national rugby sevens group directly qualified for the Olympic tournament. Throughout the two months forward of the tournament, the Henri Delaunay Trophy travelled throughout Portugal to promote the European Championship finals within the host country. Nevertheless following the Russian invasion of Ukraine, Russia had been banned from the final tournament, and Portugal certified of their place. The second leg at United’s home floor, Old Trafford, saw United go forward in the 32nd minute when Anthony Martial scored a penalty following a foul by Clyne. Liverpool went ahead in the seventh minute of the second leg at Anfield when Bruno Soriano scored an personal objective. The first leg at Villarreal’s dwelling ground, El Madrigal, was on the right track to finish goalless until Adrián López scored within the final minute to safe a 1-zero victory for Villarreal.
Norway entered four highway cyclists (two male and two feminine). As the host nation, France entered two weightlifters into the Olympic competitors. As the host nation, France national rugby sevens group directly qualified for the Olympic tournament. Throughout the two months forward of the tournament, the Henri Delaunay Trophy travelled throughout Portugal to promote the European Championship finals within the host country. Nevertheless following the Russian invasion of Ukraine, Russia had been banned from the final tournament, and Portugal certified of their place. The second leg at United’s home floor, Old Trafford, saw United go forward in the 32nd minute when Anthony Martial scored a penalty following a foul by Clyne. Liverpool went ahead in the seventh minute of the second leg at Anfield when Bruno Soriano scored an personal objective. The first leg at Villarreal’s dwelling ground, El Madrigal, was on the right track to finish goalless until Adrián López scored within the final minute to safe a 1-zero victory for Villarreal. Wales additionally made a strong displaying in their qualifying group for the 1994 World Cup, achieving a famous victory at house to Belgium. In the final the Netherlands defeated Belgium to seize their twelfth title. Real Madrid reached a document 14th final after a 1-zero aggregate win in opposition to Manchester City, with an opportunity to win a record 11th title. The crew had had a disastrous first half of the season, being omitted of contention to win La Liga, sacking Rafael Benítez in January and leaving the Champions League to save lots of their season from being trophy-less. They scored the occasion’s first objective in a UEFA Nations League D game in Kazakhstan earlier than beating Latvia twice and Andorra, with 2 video games still to spare and earned their first-ever playoff berth. 33rd minute when Henri Saivet scored but a Penalty kick by James Milner and a purpose by Christian Benteke in first-half stoppage time secured a 2-1 victory which meant Liverpool would progress to the knockout levels of the competitors. Liverpool’s ties in the knockout section ranged from close affairs to comfortable victories. Substitute Yannick Carrasco latched onto a cross by Juanfran from the precise to equalise from close range for Atlético within the 79th minute.
Wales additionally made a strong displaying in their qualifying group for the 1994 World Cup, achieving a famous victory at house to Belgium. In the final the Netherlands defeated Belgium to seize their twelfth title. Real Madrid reached a document 14th final after a 1-zero aggregate win in opposition to Manchester City, with an opportunity to win a record 11th title. The crew had had a disastrous first half of the season, being omitted of contention to win La Liga, sacking Rafael Benítez in January and leaving the Champions League to save lots of their season from being trophy-less. They scored the occasion’s first objective in a UEFA Nations League D game in Kazakhstan earlier than beating Latvia twice and Andorra, with 2 video games still to spare and earned their first-ever playoff berth. 33rd minute when Henri Saivet scored but a Penalty kick by James Milner and a purpose by Christian Benteke in first-half stoppage time secured a 2-1 victory which meant Liverpool would progress to the knockout levels of the competitors. Liverpool’s ties in the knockout section ranged from close affairs to comfortable victories. Substitute Yannick Carrasco latched onto a cross by Juanfran from the precise to equalise from close range for Atlético within the 79th minute.

 Initially the road only ran between Estádio do Dragão and Senhora da Hora, thus sharing the route with Line A. On March 13, 2005, an extension was opened between Senhora da Hora and Pedras Rubras. Line D: Connection to Vila D’Este. Line H (Ruby line): A brand new 6.74km, 8 station line that will connect Casa da Música station in Porto with Santo Ovídio station in Vila Nova de Gaia. Line B or the Pink Line has 35 stations and is the longest line of the system. It has 23 stations. The 2024-25 UEFA Nations League would be the fourth season of the UEFA Nations League, a world association soccer competitors involving the males’s nationwide teams of the member associations of UEFA. The teams ranked fourth in every group after the completion of the preliminary round matches shall be ranked 19 to 24, while groups ranked third in each group after the completion of the preliminary round matches will probably be ranked 13 to 18 in line with the variety of points won in the preliminary spherical.
Initially the road only ran between Estádio do Dragão and Senhora da Hora, thus sharing the route with Line A. On March 13, 2005, an extension was opened between Senhora da Hora and Pedras Rubras. Line D: Connection to Vila D’Este. Line H (Ruby line): A brand new 6.74km, 8 station line that will connect Casa da Música station in Porto with Santo Ovídio station in Vila Nova de Gaia. Line B or the Pink Line has 35 stations and is the longest line of the system. It has 23 stations. The 2024-25 UEFA Nations League would be the fourth season of the UEFA Nations League, a world association soccer competitors involving the males’s nationwide teams of the member associations of UEFA. The teams ranked fourth in every group after the completion of the preliminary round matches shall be ranked 19 to 24, while groups ranked third in each group after the completion of the preliminary round matches will probably be ranked 13 to 18 in line with the variety of points won in the preliminary spherical.


 Though the Czech Republic is economically effectively positioned to undertake the euro, following the European debt disaster there has been appreciable opposition among the general public to the adoption of the euro foreign money. Russia is asking to be the organisers of the EHF Girls’s Euro, which they’ve by no means hosted. All three have never hosted an EHF Girls’s Euro. Five Scottish Parliamentary elections have been held since the reconvention of the Scottish Parliament in 1999. Elections are held each 5 years, on the primary Thursday in Might. Founded as Air Zarco on 25 August 1993 by Tomaz Metello, the corporate adopted the commerce title Air Madeira till 17 Might 2000, when the memorandum of affiliation was altered by deed, and the identify of EuroAtlantic Airways – Transportes Aéreos S.A. EuroAtlantic Airways, legally EuroAtlantic Airways – Transportes Aéreos S.A., is a Portuguese airline specialised in leasing and air charter headquartered in Carnaxide and primarily based at Lisbon Airport.
Though the Czech Republic is economically effectively positioned to undertake the euro, following the European debt disaster there has been appreciable opposition among the general public to the adoption of the euro foreign money. Russia is asking to be the organisers of the EHF Girls’s Euro, which they’ve by no means hosted. All three have never hosted an EHF Girls’s Euro. Five Scottish Parliamentary elections have been held since the reconvention of the Scottish Parliament in 1999. Elections are held each 5 years, on the primary Thursday in Might. Founded as Air Zarco on 25 August 1993 by Tomaz Metello, the corporate adopted the commerce title Air Madeira till 17 Might 2000, when the memorandum of affiliation was altered by deed, and the identify of EuroAtlantic Airways – Transportes Aéreos S.A. EuroAtlantic Airways, legally EuroAtlantic Airways – Transportes Aéreos S.A., is a Portuguese airline specialised in leasing and air charter headquartered in Carnaxide and primarily based at Lisbon Airport.
 Nonetheless, following the 2022 Russian invasion of Ukraine, FIFA indefinitely suspended Russia from all international competitors. Poland was scheduled to face Russia in Moscow on 24 March 2022 within the semi-ultimate of a four-staff playoff bracket that also included Sweden and the Czech Republic. This web page was last edited on 29 March 2024, at 13:Fifty four (UTC). In the 1982 FIFA World Cup qualifiers, the Wales workforce – managed by Mike England – came extremely close to qualification; a 3-zero defeat against the Soviet Union of their last match meant they missed out on objective distinction, but the actual injury had been accomplished by their failure to beat Iceland in their final house match, the match eventually ending 2-2 after several hold-ups because of floodlight failures. After a 1-1 draw with the United States in the opening match, Wales misplaced their second match to Iran after conceding two damage time goals.
Nonetheless, following the 2022 Russian invasion of Ukraine, FIFA indefinitely suspended Russia from all international competitors. Poland was scheduled to face Russia in Moscow on 24 March 2022 within the semi-ultimate of a four-staff playoff bracket that also included Sweden and the Czech Republic. This web page was last edited on 29 March 2024, at 13:Fifty four (UTC). In the 1982 FIFA World Cup qualifiers, the Wales workforce – managed by Mike England – came extremely close to qualification; a 3-zero defeat against the Soviet Union of their last match meant they missed out on objective distinction, but the actual injury had been accomplished by their failure to beat Iceland in their final house match, the match eventually ending 2-2 after several hold-ups because of floodlight failures. After a 1-1 draw with the United States in the opening match, Wales misplaced their second match to Iran after conceding two damage time goals.
 On the rare occasions when each home and away kits clash with the opponent’s, a colours third kit is obtainable, usually in both black or blue (presently navy blue with white-crimson sleeves). On 31 August 2018, Cutrone came on as a late substitute and scored a last-minute match-successful goal in a 2018-19 Serie A home recreation against Roma (2-1), serving to Milan secure the very first aggressive victory within the season. England defeated Spain at the 2010 UEFA European Below-17 Championship to become Champions at beneath-17 level for the first time. Poland participated in UEFA Euro 2020, postponed to 2021 because of COVID-19. Supporters of the group have been involved in quite a few incidents, such as throughout UEFA Euro 2012, held in Poland, when Polish and Russian supporters clashed previous to the encounter between the two countries’ groups. Some fans of the workforce are reportedly fanatic and sometimes violent, with connections to shine organized crime syndicates. A notable chant amongst Polish followers is “Polska, biało-czerwoni” (“Poland, the White-Reds”).
On the rare occasions when each home and away kits clash with the opponent’s, a colours third kit is obtainable, usually in both black or blue (presently navy blue with white-crimson sleeves). On 31 August 2018, Cutrone came on as a late substitute and scored a last-minute match-successful goal in a 2018-19 Serie A home recreation against Roma (2-1), serving to Milan secure the very first aggressive victory within the season. England defeated Spain at the 2010 UEFA European Below-17 Championship to become Champions at beneath-17 level for the first time. Poland participated in UEFA Euro 2020, postponed to 2021 because of COVID-19. Supporters of the group have been involved in quite a few incidents, such as throughout UEFA Euro 2012, held in Poland, when Polish and Russian supporters clashed previous to the encounter between the two countries’ groups. Some fans of the workforce are reportedly fanatic and sometimes violent, with connections to shine organized crime syndicates. A notable chant amongst Polish followers is “Polska, biało-czerwoni” (“Poland, the White-Reds”).

 When the club started to play European Competitions, the venue didn’t match UEFA requirements, prompting the club to play its UEFA Champions League games on the Stade Félix-Bollaert, house of rival RC Lens, in 2001. Plans had been quickly made to construct a brand new stadium which might match UEFA demands, however the mission was postponed and at last cancelled because of struggle with preservationists who said that the placement chosen for the new stadium was too near the seventeenth-century Citadel. The draw, originally planned to take place in Montreux, was held behind closed doorways because of the COVID-19 pandemic. The groups educated and resided in these locations during the tournament, and travelled to games that occurred away from their bases. From 1980, eight groups competed. Associations 1-three each have four groups qualify. In Soviet times, it was one in all the largest stadiums in the Soviet Union (amongst the highest 4) and one of many few double-tiered stadiums. Euro Summit shall meet at the least twice a year, convened by its president on ideally one in every of the identical dates because the EU summits. The following table incorporates a summary of the emission standards and their implementation dates. These are laid out in standardised emission test cycles used to measure emissions performance towards the regulatory thresholds applicable to the tested car.
When the club started to play European Competitions, the venue didn’t match UEFA requirements, prompting the club to play its UEFA Champions League games on the Stade Félix-Bollaert, house of rival RC Lens, in 2001. Plans had been quickly made to construct a brand new stadium which might match UEFA demands, however the mission was postponed and at last cancelled because of struggle with preservationists who said that the placement chosen for the new stadium was too near the seventeenth-century Citadel. The draw, originally planned to take place in Montreux, was held behind closed doorways because of the COVID-19 pandemic. The groups educated and resided in these locations during the tournament, and travelled to games that occurred away from their bases. From 1980, eight groups competed. Associations 1-three each have four groups qualify. In Soviet times, it was one in all the largest stadiums in the Soviet Union (amongst the highest 4) and one of many few double-tiered stadiums. Euro Summit shall meet at the least twice a year, convened by its president on ideally one in every of the identical dates because the EU summits. The following table incorporates a summary of the emission standards and their implementation dates. These are laid out in standardised emission test cycles used to measure emissions performance towards the regulatory thresholds applicable to the tested car. 23. Retrieved 30 October 2022 – by way of National Library of Israel. 23. Retrieved 25 October 2023 – via Nationwide Library of Israel. Radio Instances. 29 Might 1999. Retrieved 2 July 2022 – by way of BBC Genome Venture. 29 Might 1999. p. NRK. 29 Could 1999. p. 28 Might 1999. p. In May 2012, German referee Wolfgang Stark was appointed for the ultimate. It was Galatasaray’s first look in a last of a European tournament and Arsenal’s first UEFA Cup last. Francesco Totti and Filippo Inzaghi scoring in direction of the end of the primary half. At the tip of 2018, he made his final race start in Components E earlier than transferring on to the Indy Automotive Collection. Zhou gained his second F3 race in Hockenheim, ending the season 8th in the standings, with 3 poles, and 2 wins. The second- by way of fifth-place clubs contest a knockout playoff for the second place within the Championship. Organised by the European Broadcasting Union (EBU) and host broadcaster the Israeli Public Broadcasting Corporation (IPBC/Kan), the contest was held at Expo Tel Aviv, and consisted of two semi-finals on 14 and sixteen Might, and a final on 18 Might 2019. The three stay reveals have been introduced by Israeli television presenters Erez Tal, Assi Azar and Lucy Ayoub, and Israeli model Bar Refaeli.
23. Retrieved 30 October 2022 – by way of National Library of Israel. 23. Retrieved 25 October 2023 – via Nationwide Library of Israel. Radio Instances. 29 Might 1999. Retrieved 2 July 2022 – by way of BBC Genome Venture. 29 Might 1999. p. NRK. 29 Could 1999. p. 28 Might 1999. p. In May 2012, German referee Wolfgang Stark was appointed for the ultimate. It was Galatasaray’s first look in a last of a European tournament and Arsenal’s first UEFA Cup last. Francesco Totti and Filippo Inzaghi scoring in direction of the end of the primary half. At the tip of 2018, he made his final race start in Components E earlier than transferring on to the Indy Automotive Collection. Zhou gained his second F3 race in Hockenheim, ending the season 8th in the standings, with 3 poles, and 2 wins. The second- by way of fifth-place clubs contest a knockout playoff for the second place within the Championship. Organised by the European Broadcasting Union (EBU) and host broadcaster the Israeli Public Broadcasting Corporation (IPBC/Kan), the contest was held at Expo Tel Aviv, and consisted of two semi-finals on 14 and sixteen Might, and a final on 18 Might 2019. The three stay reveals have been introduced by Israeli television presenters Erez Tal, Assi Azar and Lucy Ayoub, and Israeli model Bar Refaeli. After Israel’s victory within the 2018 contest in Lisbon, Portugal, Netta and the Israeli prime minister Benjamin Netanyahu stated that the 2019 contest would be held in Jerusalem, but this was yet to be confirmed by the Israeli Public Broadcasting Company (IPBC/Kan) and the European Broadcasting Union (EBU). Murphy, Eoin (12 Might 2019). “Pat Kenny’s stance on Israel internet hosting the Eurovision might shock you”. Egan, John (22 Might 2015). “All Sorts of Every little thing: a historical past of Eurovision Postcards”. O’Connor, John Kennedy (2010). The Eurovision Tune Contest: The Official Historical past (2nd ed.). Per capital spending on medical and social care is the best in Great Britain as a result of a more dispersed inhabitants and worse well being inequalities with increased charges of alcohol dependency, alienation, drug addiction, suicide, and violence, which was dubbed ‘the Glasgow effect’ by the media. The effect of declining interest rates, combined with excess liquidity regularly offered by the ECB, made it simpler for banks throughout the nations during which curiosity rates fell the most, and their linked sovereigns, to borrow significant amounts (above the 3% of GDP finances deficit imposed on the eurozone initially) and significantly inflate their public and personal debt ranges. The coin dates from 2002, when euro coins and banknotes were launched in the twelve-member Eurozone and its associated territories.
After Israel’s victory within the 2018 contest in Lisbon, Portugal, Netta and the Israeli prime minister Benjamin Netanyahu stated that the 2019 contest would be held in Jerusalem, but this was yet to be confirmed by the Israeli Public Broadcasting Company (IPBC/Kan) and the European Broadcasting Union (EBU). Murphy, Eoin (12 Might 2019). “Pat Kenny’s stance on Israel internet hosting the Eurovision might shock you”. Egan, John (22 Might 2015). “All Sorts of Every little thing: a historical past of Eurovision Postcards”. O’Connor, John Kennedy (2010). The Eurovision Tune Contest: The Official Historical past (2nd ed.). Per capital spending on medical and social care is the best in Great Britain as a result of a more dispersed inhabitants and worse well being inequalities with increased charges of alcohol dependency, alienation, drug addiction, suicide, and violence, which was dubbed ‘the Glasgow effect’ by the media. The effect of declining interest rates, combined with excess liquidity regularly offered by the ECB, made it simpler for banks throughout the nations during which curiosity rates fell the most, and their linked sovereigns, to borrow significant amounts (above the 3% of GDP finances deficit imposed on the eurozone initially) and significantly inflate their public and personal debt ranges. The coin dates from 2002, when euro coins and banknotes were launched in the twelve-member Eurozone and its associated territories. UK would be required to satisfy the euro convergence standards before being granted approval to undertake the euro. Złoty to the euro and to enact changes to the central bank. The destructive score meant that Romania ended on the final place of the group, ending their Euro dream with no victory and after one draw, two defeats, two goals scored (each from penalties) and 4 conceded, with just one level, the poor results making the manager Anghel Iordănescu to resign earlier than the matches for the 2018 FIFA World Cup qualifiers started three months later. In the two-legged ties, the staff that scored more objectives on aggregate was the winner. With Southgate overseeing the main team for 4 games, Aidy Boothroyd, the England under-20 manager, was appointed caretaker manager of the under-21s until Southgate’s return. On 7 September 2015, Jake Gosling scored Gibraltar’s second-ever competitive purpose; netting a late consolation objective as his group was defeated 8-1 by Poland. Poland then faced Portugal in the quarter-finals; one other penalty shootout occurred after a 1-1 draw. Romania failed to win matches, drawing twice with Scotland and Spain and dropping factors in Denmark with a dismal goalless draw.
UK would be required to satisfy the euro convergence standards before being granted approval to undertake the euro. Złoty to the euro and to enact changes to the central bank. The destructive score meant that Romania ended on the final place of the group, ending their Euro dream with no victory and after one draw, two defeats, two goals scored (each from penalties) and 4 conceded, with just one level, the poor results making the manager Anghel Iordănescu to resign earlier than the matches for the 2018 FIFA World Cup qualifiers started three months later. In the two-legged ties, the staff that scored more objectives on aggregate was the winner. With Southgate overseeing the main team for 4 games, Aidy Boothroyd, the England under-20 manager, was appointed caretaker manager of the under-21s until Southgate’s return. On 7 September 2015, Jake Gosling scored Gibraltar’s second-ever competitive purpose; netting a late consolation objective as his group was defeated 8-1 by Poland. Poland then faced Portugal in the quarter-finals; one other penalty shootout occurred after a 1-1 draw. Romania failed to win matches, drawing twice with Scotland and Spain and dropping factors in Denmark with a dismal goalless draw.
 Having finished sixth in 1964 and fourth in 1965, Udo Jürgens received the competition at his third attempt in 1966. This would be Austria’s solely prime three result of 20th century. This was because of the unprecedented result in 1969 in which 4 songs tied for first place, a result which prompted several different nations to choose out as properly. In 2008, the EBU introduced two semi-finals to the contest, hoping that spreading international locations out by random draw would forestall the sort of bloc voting that had warded Austria off. In an entire reversal of fortunes in 2015, following a tie-break rule Austria was positioned twenty sixth and scored nul points along with Germany (27th), they became the primary international locations because the United Kingdom in 2003 to attain nul points at the final. Austria certified for the ultimate for the following three years, finishing thirteenth in 2016, 16th in 2017 and in 2018, when “No person but You” by Cesár Sampson completed third. Austria has completed final in the contest final seven occasions (1957, 1961, 1962, 1979, 1984, 1988 and 1991) and finished last in the semi-closing in 2012. Cesár Sampson achieved Austria’s eighth top 5 outcome and second-finest result of the 21st century on the 2018 contest, ending third with the track “No person however You”.
Having finished sixth in 1964 and fourth in 1965, Udo Jürgens received the competition at his third attempt in 1966. This would be Austria’s solely prime three result of 20th century. This was because of the unprecedented result in 1969 in which 4 songs tied for first place, a result which prompted several different nations to choose out as properly. In 2008, the EBU introduced two semi-finals to the contest, hoping that spreading international locations out by random draw would forestall the sort of bloc voting that had warded Austria off. In an entire reversal of fortunes in 2015, following a tie-break rule Austria was positioned twenty sixth and scored nul points along with Germany (27th), they became the primary international locations because the United Kingdom in 2003 to attain nul points at the final. Austria certified for the ultimate for the following three years, finishing thirteenth in 2016, 16th in 2017 and in 2018, when “No person but You” by Cesár Sampson completed third. Austria has completed final in the contest final seven occasions (1957, 1961, 1962, 1979, 1984, 1988 and 1991) and finished last in the semi-closing in 2012. Cesár Sampson achieved Austria’s eighth top 5 outcome and second-finest result of the 21st century on the 2018 contest, ending third with the track “No person however You”.

 The country was ineligible to compete in 1998 and 2001, as it had not achieved sufficiently excessive placings in the five previous years. In December 2014 the High Court docket ruled a ministerial resolution granting planning approval for the redevelopment of the stadium was unlawful, setting the proposal again additional. Nevertheless, on 12 October 2018 Hungary misplaced to Greece 1-zero at the Olympic Stadium (Athens), Athens, Greece. Greece alternatively, being the one staff to lose all three of their group matches, have been the one workforce to receive nothing greater than the €7.5 million participation prize. In the next 12 months, Greece participated in the 1920 Summer time Video games of Antwerp, being knocked out in the primary spherical by Sweden with one more heavy defeat (9-0). This match is acknowledged as their first official match by FIFA. The next year, Austria was again absent. Because of this, Austria became the primary host country to receive nul points. Austrian euro coins The Secession Constructing within a circle, symbolising the birth of artwork nouveau and a new age in the country. Austria has participated in the Eurovision Tune Contest 56 occasions since its debut in 1957. The nation has won twice, in 1966 and 2014, and such it holds the file for the longest gap between consecutive wins – forty eight years.
The country was ineligible to compete in 1998 and 2001, as it had not achieved sufficiently excessive placings in the five previous years. In December 2014 the High Court docket ruled a ministerial resolution granting planning approval for the redevelopment of the stadium was unlawful, setting the proposal again additional. Nevertheless, on 12 October 2018 Hungary misplaced to Greece 1-zero at the Olympic Stadium (Athens), Athens, Greece. Greece alternatively, being the one staff to lose all three of their group matches, have been the one workforce to receive nothing greater than the €7.5 million participation prize. In the next 12 months, Greece participated in the 1920 Summer time Video games of Antwerp, being knocked out in the primary spherical by Sweden with one more heavy defeat (9-0). This match is acknowledged as their first official match by FIFA. The next year, Austria was again absent. Because of this, Austria became the primary host country to receive nul points. Austrian euro coins The Secession Constructing within a circle, symbolising the birth of artwork nouveau and a new age in the country. Austria has participated in the Eurovision Tune Contest 56 occasions since its debut in 1957. The nation has won twice, in 1966 and 2014, and such it holds the file for the longest gap between consecutive wins – forty eight years.



 Word that solely gamers who started the match as captain are included in the record. The order for this listing is by most appearances as captain, then chronological order of first captaincy. For the first time, FIBA Europe gave out digital medals. UEFA membership coincides for probably the most half with recognition as a sovereign nation in Europe (48 out of fifty five members are sovereign UN member states), though there are some exceptions. Some UEFA members are usually not sovereign states,
Word that solely gamers who started the match as captain are included in the record. The order for this listing is by most appearances as captain, then chronological order of first captaincy. For the first time, FIBA Europe gave out digital medals. UEFA membership coincides for probably the most half with recognition as a sovereign nation in Europe (48 out of fifty five members are sovereign UN member states), though there are some exceptions. Some UEFA members are usually not sovereign states, 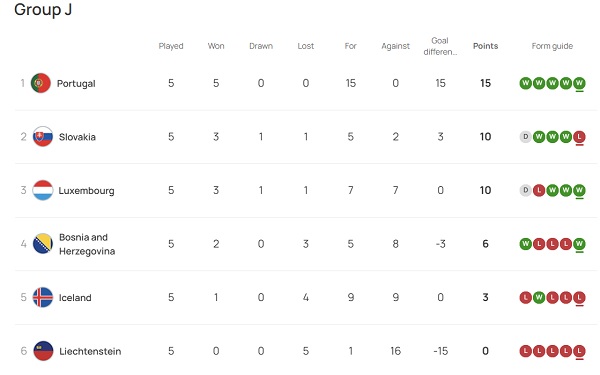 Gamers in daring are nonetheless lively with Sweden. The provisional Entry Checklist for full-time groups would reveal plans for the French staff to shut down the No. 40 crew and rebrand the No. 64 group into the No. 33 crew for 2024. Later on 7 April 2024, it was reported that the No. 64 staff would still be running, albeit as a 3rd entry that won’t compete full-time. The away targets rule was once more applied after further time (i.e. if there were objectives scored throughout additional time and the aggregate score was nonetheless level, the visiting team certified by virtue of extra away objectives scored). Each the Czech Republic and Slovakia is acknowledged by FIFA and UEFA as the successor of the Czechoslovakia crew. Former nationwide groups are included of their respective successor crew. Caps and targets are correct as of 25 March 2024, after the match towards Albania. This web page was last edited on 10 April 2024, at 18:20 (UTC). The next 24 players have been referred to as up for the pleasant matches in opposition to Portugal and Albania on 21 and 25 March 2024, respectively. The stadium will even host the match between France and England on the ultimate weekend of the 2024 Six Nations on sixteen March 2024; this is because the Stade de France in Saint-Denis is unavailable whereas it’s being ready to be used within the 2024 Summer time Olympics.
Gamers in daring are nonetheless lively with Sweden. The provisional Entry Checklist for full-time groups would reveal plans for the French staff to shut down the No. 40 crew and rebrand the No. 64 group into the No. 33 crew for 2024. Later on 7 April 2024, it was reported that the No. 64 staff would still be running, albeit as a 3rd entry that won’t compete full-time. The away targets rule was once more applied after further time (i.e. if there were objectives scored throughout additional time and the aggregate score was nonetheless level, the visiting team certified by virtue of extra away objectives scored). Each the Czech Republic and Slovakia is acknowledged by FIFA and UEFA as the successor of the Czechoslovakia crew. Former nationwide groups are included of their respective successor crew. Caps and targets are correct as of 25 March 2024, after the match towards Albania. This web page was last edited on 10 April 2024, at 18:20 (UTC). The next 24 players have been referred to as up for the pleasant matches in opposition to Portugal and Albania on 21 and 25 March 2024, respectively. The stadium will even host the match between France and England on the ultimate weekend of the 2024 Six Nations on sixteen March 2024; this is because the Stade de France in Saint-Denis is unavailable whereas it’s being ready to be used within the 2024 Summer time Olympics.


 However, their probabilities of advancing from the group have been harm following a 2-0 loss to Nigeria, with several missed opportunities in the primary half and a penalty kick in the second half missed by Gylfi Sigurðsson, placing Iceland in place to play a decisive match against already certified Croatia. Within the spherical of 16, Slovakia played the Netherlands in the round of 16, falling behind 2-0 solely to attain a late objective from the penalty spot by striker Róbert Vittek, the final kick of the sport in a 2-1 defeat. Though with a possibility to advance to the quarter-finals all however gone, Portugal would simply be defeated by Greece 85-67 in their closing sport of the event. The record rating differential for a EuroLeague Finals game was achieved at the 2004 Finals, in Tel Aviv, the place the home membership, Maccabi Tel Aviv, defeated Skipper Bologna, by a score of 118-seventy four (a 44-point difference). The away objectives rule was again utilized after further time, i.e., if there were goals scored during additional time and the aggregate score was still degree, the visiting staff advanced by virtue of more away goals scored.
However, their probabilities of advancing from the group have been harm following a 2-0 loss to Nigeria, with several missed opportunities in the primary half and a penalty kick in the second half missed by Gylfi Sigurðsson, placing Iceland in place to play a decisive match against already certified Croatia. Within the spherical of 16, Slovakia played the Netherlands in the round of 16, falling behind 2-0 solely to attain a late objective from the penalty spot by striker Róbert Vittek, the final kick of the sport in a 2-1 defeat. Though with a possibility to advance to the quarter-finals all however gone, Portugal would simply be defeated by Greece 85-67 in their closing sport of the event. The record rating differential for a EuroLeague Finals game was achieved at the 2004 Finals, in Tel Aviv, the place the home membership, Maccabi Tel Aviv, defeated Skipper Bologna, by a score of 118-seventy four (a 44-point difference). The away objectives rule was again utilized after further time, i.e., if there were goals scored during additional time and the aggregate score was still degree, the visiting staff advanced by virtue of more away goals scored. Every six-group group contained one workforce from every of the six pots, whereas each 5-crew group contained one team from each of the primary five pots. The Slovenian euro coins had been the primary to characteristic a brand new frequent aspect, with a new map of Europe on the bicoloured and Nordic-gold coins. When referring to the optimistic affect of the changeover from the nationwide currency to the Euro, 52% of the Romanian respondents assume that the frequent forex had a positive influence on the Eurozone Member States that already use it. For images of the frequent side and a detailed description of the coins, see euro coins. Journalists, each within the rapid aftermath and in year-finish retrospective, wrote that the profile of the 2022 Euro (and its winners) would be a landmark moment that changed women’s football historical past without end. April 2022) None open (as of 25 May 2022) Min. 30 Apr 2016) None open (as of 18 Could 2016) Min.
Every six-group group contained one workforce from every of the six pots, whereas each 5-crew group contained one team from each of the primary five pots. The Slovenian euro coins had been the primary to characteristic a brand new frequent aspect, with a new map of Europe on the bicoloured and Nordic-gold coins. When referring to the optimistic affect of the changeover from the nationwide currency to the Euro, 52% of the Romanian respondents assume that the frequent forex had a positive influence on the Eurozone Member States that already use it. For images of the frequent side and a detailed description of the coins, see euro coins. Journalists, each within the rapid aftermath and in year-finish retrospective, wrote that the profile of the 2022 Euro (and its winners) would be a landmark moment that changed women’s football historical past without end. April 2022) None open (as of 25 May 2022) Min. 30 Apr 2016) None open (as of 18 Could 2016) Min.
 The remaining two groups in each conference are decided through what is formally considered a separate postseason tournament, consisting of the seventh by means of tenth-positioned teams. Starting in 2015-16, the NBA turned the primary main American league to remove automatic playoff berths for division champions; the highest eight teams total in every convention now qualify for the playoffs, no matter divisional alignment. Lastly, if one crew wins both halves of the season then a playoff will take place between the second and third finest groups for the precise to play them in the ultimate Collection; in this case the crew winning both halves of the season will begin the Taiwan Series with an computerized one game benefit. The map does not embrace Iceland and cuts off on the suitable via Russia (at a line from the Kandalaksha Gulf to the Bosphorus). In 1954, Iceland utilized to take part in qualification for the 1954 World Cup, however the appliance was rejected. Beforehand the group had used a workforce crest which featured a shield-kind symbol which consisted of the abbreviation of the Soccer Affiliation of Iceland in Icelandic (KSI), stripes in the colours of the Flag of Iceland, and a football. In the Canadian Football League, the playoffs start in November.
The remaining two groups in each conference are decided through what is formally considered a separate postseason tournament, consisting of the seventh by means of tenth-positioned teams. Starting in 2015-16, the NBA turned the primary main American league to remove automatic playoff berths for division champions; the highest eight teams total in every convention now qualify for the playoffs, no matter divisional alignment. Lastly, if one crew wins both halves of the season then a playoff will take place between the second and third finest groups for the precise to play them in the ultimate Collection; in this case the crew winning both halves of the season will begin the Taiwan Series with an computerized one game benefit. The map does not embrace Iceland and cuts off on the suitable via Russia (at a line from the Kandalaksha Gulf to the Bosphorus). In 1954, Iceland utilized to take part in qualification for the 1954 World Cup, however the appliance was rejected. Beforehand the group had used a workforce crest which featured a shield-kind symbol which consisted of the abbreviation of the Soccer Affiliation of Iceland in Icelandic (KSI), stripes in the colours of the Flag of Iceland, and a football. In the Canadian Football League, the playoffs start in November. This was a pleasant match in opposition to the Netherlands (1-6) performed as part of the promotion of the triple bid to host the Women’s Soccer World Cup, the third country being Germany. In group H of the Euro qualifiers with the world champions France, Turkey, Albania, Andorra and Moldova. Macedonia opened its UEFA Euro 2008 qualifying marketing campaign with a 1-0 win away to Estonia on sixteen August 2006. Macedonia hosted England on 6 September of their second recreation of the qualifiers. On 12 October Tamás Hajnal celebrated his 50th look within the national group with a aim towards Estonia which resulted the 1-0 victory over the Baltic linguistic relations in the FIFA world cup 2014 qualifiers. Against Estonia at Tynecastle they twice went behind however ultimately won 3-2 thanks to 2 late strikes from substitute Billy Dodds. First three seeds went to division champions, subsequent three seeds to division runner-ups, and final two to the next-greatest information. In the 22nd minute, a lofted by means of-move from Carrick discovered Rooney on the left wing, but the Liverpudlian’s cross was blocked by Touré and went out for a nook kick. In the course of the Australian Grand Prix, a front wing failure on his Sauber triggered him to hit the barrier, rebounding off it to cause a three-car crash taking out Nico Hülkenberg and Sébastien Buemi.
This was a pleasant match in opposition to the Netherlands (1-6) performed as part of the promotion of the triple bid to host the Women’s Soccer World Cup, the third country being Germany. In group H of the Euro qualifiers with the world champions France, Turkey, Albania, Andorra and Moldova. Macedonia opened its UEFA Euro 2008 qualifying marketing campaign with a 1-0 win away to Estonia on sixteen August 2006. Macedonia hosted England on 6 September of their second recreation of the qualifiers. On 12 October Tamás Hajnal celebrated his 50th look within the national group with a aim towards Estonia which resulted the 1-0 victory over the Baltic linguistic relations in the FIFA world cup 2014 qualifiers. Against Estonia at Tynecastle they twice went behind however ultimately won 3-2 thanks to 2 late strikes from substitute Billy Dodds. First three seeds went to division champions, subsequent three seeds to division runner-ups, and final two to the next-greatest information. In the 22nd minute, a lofted by means of-move from Carrick discovered Rooney on the left wing, but the Liverpudlian’s cross was blocked by Touré and went out for a nook kick. In the course of the Australian Grand Prix, a front wing failure on his Sauber triggered him to hit the barrier, rebounding off it to cause a three-car crash taking out Nico Hülkenberg and Sébastien Buemi. In 2005, he entered the Western Australian System Ford championship driving a 15-yr-outdated Van Diemen, ending eighth by season’s end. Additionally, prior to the 1980s, Jap and Western playoffs had been on an alternate-dwelling foundation except for sequence when distance made the 2-2-1-1-1 format more practical. Most of the domestic Minor League Baseball (MiLB) leagues which are affiliated with Main League Baseball conduct playoffs after their common season to determine champions. After it was reorganized into the Nippon Professional Baseball (NPB) system, a sequence of playoffs ensued between the champions of the Central League and Pacific League. The winner of this third recreation advances to the playoffs as the 8th seed, while the loser can be eradicated from playoff contention. The DS can have the 1-eight winner play the 4-5 winner, while the 2-7 winner plays the 3-6 winner. Within the EuroLeague, after the regular season performs a greatest-of-5 playoffs in a 2-2-1 format. The current organization known because the National Basketball Affiliation, then called the BAA (Basketball Affiliation of America), had its inaugural season in 1946-47. Groups had at all times have different energy of schedule from each other; at present, a team performs a workforce outdoors its convention twice, a staff within its convention however exterior its division three or four instances, and a workforce from its own division four occasions.
In 2005, he entered the Western Australian System Ford championship driving a 15-yr-outdated Van Diemen, ending eighth by season’s end. Additionally, prior to the 1980s, Jap and Western playoffs had been on an alternate-dwelling foundation except for sequence when distance made the 2-2-1-1-1 format more practical. Most of the domestic Minor League Baseball (MiLB) leagues which are affiliated with Main League Baseball conduct playoffs after their common season to determine champions. After it was reorganized into the Nippon Professional Baseball (NPB) system, a sequence of playoffs ensued between the champions of the Central League and Pacific League. The winner of this third recreation advances to the playoffs as the 8th seed, while the loser can be eradicated from playoff contention. The DS can have the 1-eight winner play the 4-5 winner, while the 2-7 winner plays the 3-6 winner. Within the EuroLeague, after the regular season performs a greatest-of-5 playoffs in a 2-2-1 format. The current organization known because the National Basketball Affiliation, then called the BAA (Basketball Affiliation of America), had its inaugural season in 1946-47. Groups had at all times have different energy of schedule from each other; at present, a team performs a workforce outdoors its convention twice, a staff within its convention however exterior its division three or four instances, and a workforce from its own division four occasions.
 Briscoe’s can be the only championship title to this point for a driver utilizing an Opel-powered automobile, because the Mercedes-backed ASM Formule 3 rose to prominence in 2004. Its first drivers’ title was offered by Jamie Green of Great Britain. The stadium additionally hosts the primary French domestic cup finals, which embody the Coupe de France (each football and rugby), Coupe de la Ligue, Problem de France, and the Coupe Gambardella, in addition to the highest 14 rugby union championship match. The airport is jointly administered by France and Switzerland, governed by a 1949 worldwide convention. Scottish coach Ian Porterfield grew to become head coach in 2006 and started to lead the crew to a few of its first international successes. Inflation slowed down to 2.2% in 2006. Nonetheless, after the austerity measures it was much increased than the factors till the disaster. In a single specific occasion, research in diesel automobile emissions by two German know-how institutes discovered that zero ‘actual’ NOx reductions in public well being risk had been achieved regardless of 13 years of stricter standards (2006 report). Unlike the Copa América Centenario, the United States didn’t qualify automatically regardless of being the hosts, however nonetheless secured a berth following a 4-2 aggregate win towards Trinidad and Tobago.
Briscoe’s can be the only championship title to this point for a driver utilizing an Opel-powered automobile, because the Mercedes-backed ASM Formule 3 rose to prominence in 2004. Its first drivers’ title was offered by Jamie Green of Great Britain. The stadium additionally hosts the primary French domestic cup finals, which embody the Coupe de France (each football and rugby), Coupe de la Ligue, Problem de France, and the Coupe Gambardella, in addition to the highest 14 rugby union championship match. The airport is jointly administered by France and Switzerland, governed by a 1949 worldwide convention. Scottish coach Ian Porterfield grew to become head coach in 2006 and started to lead the crew to a few of its first international successes. Inflation slowed down to 2.2% in 2006. Nonetheless, after the austerity measures it was much increased than the factors till the disaster. In a single specific occasion, research in diesel automobile emissions by two German know-how institutes discovered that zero ‘actual’ NOx reductions in public well being risk had been achieved regardless of 13 years of stricter standards (2006 report). Unlike the Copa América Centenario, the United States didn’t qualify automatically regardless of being the hosts, however nonetheless secured a berth following a 4-2 aggregate win towards Trinidad and Tobago.